游标钢卷卡尺
2024-06-01
专利号:ZL200720138090.6本实用新型涉及一种尺,具体为一种游标钢卷卡尺。这种游标钢卷卡尺包括钢卷尺、游标尺框、尺带和测爪等构件,如右图所示,具体结构为:钢卷尺连接有游标尺框,尺带穿

游标卡尺校验作业 指导书 生效日期 版本/修改号文件编号页次 a/01/1 1.适用范围 本作业指导书适用于各类卡尺的校验操作。 2.操作步骤描述 2.1本作业指导书依据jjg30-2002《通用卡尺检定规程》编写。 2.2操作要求 2.2.1校验人员校验时需戴棉手套,拿取块规应轻拿轻放,不可掉落地上; 2.2.2检定前,应将被检卡尺及量块等检定用设备同时置于平板或木桌上,不低于1小时。 2.2.3当无适合量块时,可采用量块叠加方式,但不宜超过三块,应保证接触面无油、无杂物,可采 用酒精清洗,使接触后的量块有吸附感为准。 2.2.4使用后擦拭干净并喷涂上专用油放回盒内。 2.3校验步骤 2.3.1外观与各部分相互作用 a)要求:标尺标记清晰,无碰伤、毛刺、锈蚀、镀成脱落及明显划痕,无目力可见的断线或粗 细不均匀等以及影响外观质量的其他缺陷滞现象; 尺框
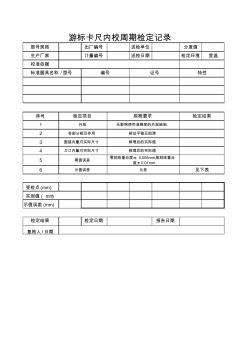
型号规格出厂编号送检单位分度值 生产厂家计量编号送检日期检定环境室温 校准依据 序号 1 2 3 4 5 6 受检点(mm) 实测值(mm) 示值误差(mm) 检定结果检定日期报告日期 复核人/日期 游标卡尺内校周期检定记录 标准器具名称/型号编号证号特性 检定项目规程要求检定结果 外观无影响使用准确度的外观缺陷 各部分相互作用移动平稳无阻滞 示值误差允差见下表 圆弧内量爪实际尺寸修理后的实际值 刀口内量爪实际尺寸修理后的实际值 零值误差 零刻线重合度±0.005mm,尾刻线重合 度±0.01mm
编辑推荐下载
格式:pdf
大小:15KB
页数:1P
人气:80
 4.5
4.5

型号规格出厂编号送检单位分度值0.02mm 生产厂家计量编号送检日期检定环境室温 序号 1 2 3 4 5 6 游标卡尺内校周期检定计录 校准依据;jjg30-2002《通用卡尺检定规程》 标准器具名称/型号编号证号特性 刀口尺175240级 外径千分尺0-252400级 检定项目规程要求检定结果 块规83块00-3433ccd90500354等2级 外观无影响使用准确度的外观缺陷√ 各部分相互作用移动平稳无阻滞× 见下表 圆弧内量爪实际尺寸修理后的实际值√ 刀口内量爪实际尺寸修理后的实际值/ 备注; 受检点(mm) 误差(mm) 零值误差 零刻线重合度±0.005mm,尾刻线重 合度±0.01mm√ 示值误差允差±0.03
格式:pdf
大小:233KB
页数:1P
人气:80
4.5
 改制游标卡尺在里程表软轴接头测量中的应用
改制游标卡尺在里程表软轴接头测量中的应用 一、问题的提出我公司生产的汽车里程表软轴接头零件(如图1所示),其中多数尺寸需要在一次装夹中加工,而沟槽2.6-0+0.15的定位尺寸17.5mm,如用一般的卡尺,在车床上不好直接测量,为减少零件装夹次数,提高加工准确度,需要寻找一种能在车床直接进行测量的方法。
热门文档 游标钢卷卡尺
格式:pdf
大小:66KB
页数:1P
人气:80
4.5
不锈钢整体游标卡尺尺框槽拉削工艺技术攻关 不锈钢整体游标卡尺尺框槽与尺身相配合,尺寸精度、表面粗糙度、形位公差要求高,且加工量大,是尺框加工的难点。采用不锈钢整体游标卡尺尺框槽拉削工艺,是闭式定位拉削、一次成型的加工方法。
格式:pdf
大小:213KB
页数:2P
人气:80
4.6
浅谈游标卡尺外量爪测量面“喇叭口”的修理技巧 浅谈游标卡尺外量爪测量面“喇叭口”的修理技巧
格式:pdf
大小:246KB
页数:3P
人气:80
4.4
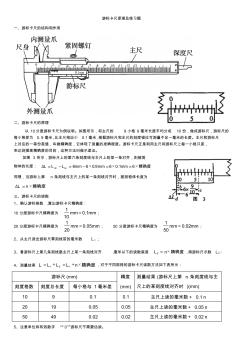
游标卡尺原理及练习题 一、游标卡尺的结构和作用 二、游标卡尺的原理 以10分度游标卡尺为例说明。如图所示,将主尺的9小格9毫米长度平均分成10份,做成游标尺,游标尺的 每小格即为0.9毫米,比主尺相应小0.1毫米,根据游标尺和主尺的刻度错位可测量不足一毫米的长度。主尺和游标尺 上对应的一等份差值,叫做精确度,它体现了测量的准确程度。游标卡尺正是利用主尺和游标尺上每一小格只差, 来达到提高精确度的目的,这种方法叫做示差法。 如图3所示,游标尺上的第六条刻度线与主尺上的某一条对齐,则被测 物体的长度:精确度61.069.066mmmmmmlllbcdc 同理,当游标上第n条刻线与主尺上的某一条刻线对齐时,被测物体长度为 精确度nl 三、游标卡尺的读数 1、确认游标格数,算出游标卡尺精确度: 10分度游标卡尺精确度为mmmm1.0 10 1 ; 20
格式:pdf
大小:170KB
页数:3P
人气:80
4.6
游标卡尺示值误差测量结果的不确定度评定和计算 游标卡尺是工业上的常用量具,在测量工件宽度、外径、内径、深度上都有广泛的应用。量具的检测量大,测量数据较多,计算不确定度时容易出错。文章依据jjg30—2012《通用卡尺检定规程》分析游标卡尺示值误差测量结果的不确定度,并利用excel函数公式实现不确定度的自动计算。
格式:pdf
大小:11KB
页数:1P
人气:80
4.5

钢卷尺?钢尺?直角尺的基本使用和常用的标定方法 钢卷尺?钢尺?直角尺的基本使用和常用的标定方法 (1).直接读数法 测量时钢卷尺零刻度对准测量起始点,施以适当拉力(拉尺力以钢卷尺鉴定拉力或尺上标定拉力为准, 用弹簧秤衡量),直接读取测量终止点所对应的尺上刻度。 (2).间接读数法 在一些无法直接使用钢卷尺的部位,可以用钢尺或直角尺,使零刻度对准测量点,尺身与测量方向一致; 用钢卷尺量取到钢尺或直角尺上某一整刻度的距离,余长用读数法量出。 (3).钢卷尺测量中的几种误差 较精确的钢卷尺出厂时和使用一段时间后都必须经过检定并注明检定时的温度、拉力与尺长。尺上标注 的长度为名义长度,其与实际长度的差值称为尺长改正δl,尺子受到不同的拉力时会使尺长改变。为避 免这项改变,要求使用钢卷尺时按照尺上标注拉力进行。钢卷尺在不同温度下其尺长也会变化因此必须 采用以温度t为变量的函数来表示尺
精华文档 游标钢卷卡尺
格式:pdf
大小:615KB
页数:2P
人气:80
4.5
第1页共2页 dl9005d 钢卷尺 385882 得力集团有限公司 2017年03月28日 2018年03月27日 云测检字2017第t-1384号 云南省测绘产品检测站(云南省测绘仪器检定站)证书编号:云测检字2017第t-1384号 校准中使用的主要测量设备: 名称型号/规格出厂编号证书编号 标准钢卷尺dl9005d2351xb090525 校准所参照的技术文件或校准方法: jjg41999钢卷尺检定规程 校准地点及环境条件: 校准地点:温度:相对湿度: 本校准实验室20.5℃48% 校准结果可溯源于:国家计量基准 校准结果 1、线纹宽度:0.15~0.5mm 2、零值误差:≤±0.5mm 3
格式:pdf
大小:10KB
页数:1P
人气:80
4.5
1目的 钢卷尺是我公司使用最多的计量器具,主要用于测量材料及产品的长度。为 规范钢卷尺的检测工作,保证量值的准确性,结合公司的工艺生产条件要求,特 制定该自校方法。 2范围 本公司在用的钢卷尺,测量范围:0~5m,分度值:1mm。 3职责 质检部检验人员负责按本规程要求,每月一次进行校验。 4校验标准 经法定计量检定机构检定/校准的钢卷尺为标准尺。 5校准方法 5.1把标准钢卷尺放在平整的桌子上,拉出一段长约100cm,对桌子进行测量; 5.2把待校钢卷尺放在该桌子上,拉出同样的尺寸,对桌子进行比较测量; 5.3以“米”为起点,拉出同样的尺寸,对桌子进行比较测量。 5.4以上测量连续进行三次,以三次的平均值作为结果。 6结果判断 待测钢卷尺与标准尺的测量误差小于1mm为合格,若大于1mm为不合格。 7标识 校验合格的钢卷尺由校验人员粘贴合格标识,编号并填写
格式:pdf
大小:15KB
页数:4P
人气:80
4.4
钢卷尺内校规程 1目的对机械加工、金属结构制作、设备修理过程中用的 钢卷尺实施自行校准,以确保其持续满足测量精度的要求。 2范围本规程适用于本厂内机械加工、金属结构制作、设备 修理过程中用于测量纸位置和形状的尺寸的钢卷尺,测量精 度要求为±1毫米。 3校准程序 3.1建立校准的基准依据本厂所使用的钢卷尺最大量程分 别为0~3000mm至0~10000mm。对钢卷尺实施自行校准的 基准(又称“母尺”)是经国家法定计量检定单位检定合格 的钢卷尺,其量程分别为0~3000mm和0~10000mm。检定 周期为12个月。母尺只能作为自行校准的依据使用,禁止 用于测量产品等其它目的。母尺应保存于常温和干燥环境中, 避免受潮生锈;应处于悬挂的自由状态,避免出现变形。 3.2校准方法 3.2.1校准环境条件常温、干燥环境(无其他特殊要求)3.2.2 校准细则 3.2
格式:pdf
大小:178KB
页数:7P
人气:80
4.4
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 钢卷尺校验规程 1.0目的 规范钢卷尺校验的操作,确保钢卷尺的测量精度处于受控状态,检验结果真实、 可靠,以确保产品品质。 2.0范围 本规程适用于钢卷尺的内部校验。 3.0校准项目 钢卷尺的校准项目和校准工具列于表1。 表1 序 号 校准项目主要校准工具 校准类别 新制使用 中 1外观及各部分相关作用检定台、5kg、1kg、1.6kg重锤++ 2线纹宽度分度值为0.01mm读数显微镜+- 3示值误差标准钢卷尺、零位检定器、检定台、 分度值为0.01mm读数显微镜、重锤 ++ 注:表中“+”表示应校准,“-”表示可不校准。 4.0校准条件 4.1校准温度 常温、干燥环境(20℃±8) 4.2校准时张紧力 普通钢卷尺校准时张紧力为4
格式:pdf
大小:9KB
页数:2P
人气:80
4.8
钢卷尺自校规程 编制:审批:实施日期:2007年1月10日 1.概述 钢卷尺是测量长度的量具,常用的钢卷尺有三种: 摇卷盒式卷尺,其结构分为:尺环、尺带、尺盒、摇柄 自卷式卷尺,其结构分为:尺钩、尺带、尺盒 制动式卷尺,其结构分为:尺钩、尺带、制动按钮、尺盒。 钢卷尺的标称长度:对于10m以下的钢卷尺取0.5的整数倍,对于10m以上的 钢卷尺取5的整数倍。 2.检定条件和检定工具 2.1.检定条件:检定钢卷尺时室温应为(20±8)℃,且检定前被检尺在 规定温度下恒温时间不得少于4h。 2.2.检定工具:标准钢卷尺或标准钢板直尺(量程1000mm)。 3.技术要求 3.1.外观:钢卷尺尺带的拉出和收卷应轻便灵活、无卡阻现象,各功能装 置应能有效控制尺带收卷。尺带表面无明显的气泡、脱皮和皱纹,无锈迹、 斑点、划痕等缺陷。各连接部分应牢固可靠,且不易产生拉
最新文档 游标钢卷卡尺
格式:pdf
大小:22KB
页数:1P
人气:80
4.6
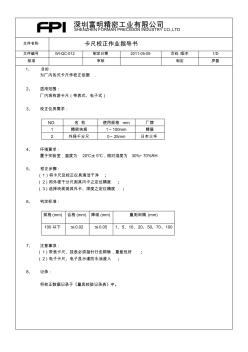
shenzhenformanprecisionindustryco.,ltd 深圳富明精密工业有限公司 文件名称卡尺校正作业指导书 文件编号wi-qc-012制定日期2011-05-09页码/版本1/d 核准审核制定罗磊 1、目的: 为厂内各式卡尺作校正依据. 2、适用范围: 厂内现有游卡尺(带表式、电子式) 3、校正仪具需求: no.名称使用规格mm厂牌 1精密块规1~100mm精展 2外径千分尺0~25mm日本三丰 4、环境要求: 置于实验室,温度为20℃±5℃,相对湿度为30%~70%rh 5、校正步骤: (1)将卡尺及校正仪具清洁干净; (2)用外径千分尺测其内卡之定位精度; (3)选择块规测其外卡、深度之定位精度; 6、判定标准: 规格(mm)合格(mm)降级(mm)量测间隔(mm)
格式:pdf
大小:198KB
页数:18P
人气:80
4.8
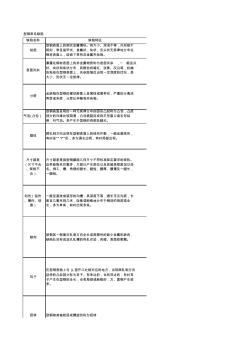
缺陷名称缺陷特征 结疤 型钢表面上的疤状金属薄块。其大小、深浅不等,外形极不 规则,常呈指甲状、鱼鳞状、块状、舌头状无规律地分布在 钢材表面上,结疤下常有非金属夹杂物。 气泡(凸包) 型钢表面呈现的一种无规律分布的园形凸起称为凸包,凸起 部分的外缘比较园滑,凸包破裂后成鸡爪形裂口或舌形结 疤,叫气泡。多产生于型钢的角部及腿尖。 型钢常见缺陷 耳子 在型钢表面上与}l型开口处相对应的地方,出现顺轧制方向 延伸的凸起部分称为耳子。有单边的,也有双边的,有时耳 子产生在型钢的全长,也有局部或断续的,方、圆钢产生较 多。 扭转型钢绕其轴线扭成螺旋状称为扭转 尺寸超差 (尺寸不合 、规格不 合) 尺寸超差是指型钢截面几何尺寸不符标准规定要求的统称。 这类缺陷名目繁多,大部以产生部位以及其超差程度加以命 名。例工、槽、角钢的腿长、腿短、腰厚、腰薄及一腿长, 一腿短。 划伤(刮伤 、擦伤、划 痕)
格式:pdf
大小:83KB
页数:未知
人气:80
4.7
游标钢卷卡尺 本实用新型涉及一种尺,具体为一种游标钢卷卡尺。这种游标钢卷卡尺包括钢卷尺、游标尺框、尺带和测爪等构件.如右图所示,具体结构为:钢卷尺连接有游标尺框.尺带穿过游标尺框.尺带的起始端设有固定测爪.游标尺框上固定有活动测爪。
格式:pdf
大小:74KB
页数:1P
人气:80
4.5
简述介绍游标钢卷卡尺 专利号:zl2007201380906技术领域本实用新型涉及一种尺,具体为一种游标钢卷卡尺。
格式:pdf
大小:140KB
页数:未知
人气:80
4.4
用专用游标卡尺测量成卷窄带钢宽度 我厂自制了带卷宽度专用游标卡尺,不用开卷就可以测量带钢中部宽度尺寸。现将带卷宽度专用游标卡尺的构造及使用方法简介如下。1.带卷宽度游标卡尺的构造该卡尺由带有固定卡脚的主尺和带活功卡脚的游标组成,如图1所示。固定卡脚和活动卡脚的高度h可按下式选取:h=1/2(d-d)+3~5mm式中d—带卷外径,mm;d—卷筒直
格式:pdf
大小:131KB
页数:未知
人气:80
4.6
不锈钢游标卡尺刻线镀黑铬 游标卡尺刻线镀黑铬工艺,是在需要刻度的尺面上,涂一层感光胶膜,然后利用光化学作用将需要的刻线和文字等,由底版经过感光复制在游标卡尺的表面感光膜上。有图线处的胶膜因未受光的作用仍可溶于溶剂,在溶去这部份胶膜后,尺表面的基体金属就按底版相同的图线裸露出来。而没图线
文辑创建者
我要分享 >
职位:一级消防工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐