有缝热压弯头
2025-04-03

怎样更好的区分热压弯头和铸造弯头 热压弯头是采用热压工艺制作的一种弯头,是管件的一种。首先 正火能消除除过共析热压弯头的网状渗碳体,对于亚共析热压弯头正 火可细化晶格,提高综合力学性能,对要求不高的弯头用正火代替淬 火工艺是比较经济的。 热压弯头是将管子加热后用专业设备加工成型,然后切割加热到 临界温度以上,保温一段时间后很快放入淬火剂中,使其温度骤然降 低,以大于临界冷却速度急速冷却的方法制作而成的弯头。 铸造弯头现在大多数采用的都是负压铸造。首先造型时,先在模 板上覆盖一层塑料薄膜,用真空泵抽气,使薄膜紧贴在模板上,然后 套上砂箱,再往砂箱中充填造型材料,经震实刮平之后,用塑料薄膜 覆盖砂箱顶面,接通真空泵吸出砂粒间的空气,使砂型内形成负压, 同时撤除模板真空,让塑料薄膜转而吸附在铸型内腔面上,砂型靠压 力差的作用具有一定的强度和硬度。经起模、合箱、浇注、凝固冷却
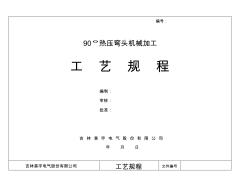
编号: 90°热压弯头机械加工 工艺规程 编制: 审核: 批准: 吉林昊宇电气股份有限公司 年月日 吉林昊宇电气股份有限公司工艺规程文件编号 产品图样共19页第1页 φ 1 φ 2 φ2 φ 吉林昊宇电气股份有限公司 工艺规程文件编号 共19页第2页 工序 号工序内容车间 工艺装备名称及编号 设备胎(夹)具量具 1划外轮廓线与φ1孔中心线机加车间划线台角尺、钢板尺、划规 2检查毛胚缺陷机加车间划线台钢板尺、卷尺 3上镗床、按轮廓线找正卡紧机加车间镗床压板、螺栓组合百分表 4铣工件表面机加车间镗床 5 卸下工件,将上一道工序加工表面平放在工作台 按轮廓线找正卡紧 机加车间镗床压板、螺栓组合 钢板尺、划规 百分表 6钻φ孔机加车间镗床 7镗φ1孔机加车间镗床卡尺、钢板尺
编辑推荐下载
格式:pdf
大小:6KB
页数:2P
人气:93
 4.7
4.7
热压弯头的制备方法 热压弯头是将管子加热后用专业设备加工成型,然后切割加热到临界温度以上,保温一 段时间后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度急速冷却的方法制作 而成的弯头。 热压弯头用于管路需要改变方向的地方,所以用途十分广泛,主要应用于化工、民用、 建筑、工业生产等领域。 无缝弯头:弯头是用于管道转弯处的一种管件。在管道系统所使用的全部管件中,所占 比例最大,约为80%。通常,对不同材料或壁厚的弯头选择不同的成形工艺。制造厂常用的 无缝弯头成形工艺有热推、冲压、挤压等。 河北凯玛来管件有限公司,地处渤海经济开发区,位于“中国管件之乡”孟村回族自治 县,占地面积2万平方米,西靠沧州,东临黄骅港,交通、通讯十分便利。集钢管,弯头、 弯管、异经管、三通、法兰、热压弯头、平板法兰、冲压三通、大口径埋弧焊钢管为一体多 元化的“联合航母式”企业。下面就由河北
格式:pdf
大小:27KB
页数:2P
人气:93
4.4
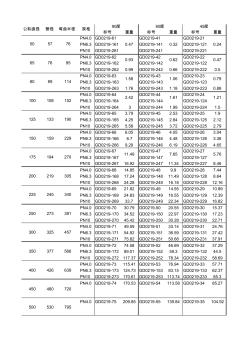
标号重量标号重量标号重量 pn4.0gd0219-61gd0219-41gd0219-21 pn6.3gd0219-161gd0219-141gd0219-121 pn10gd0219-261gd0219-241gd0219-221 pn4.0gd0219-62gd0219-42gd0219-22 pn6.3gd0219-162gd0219-142gd0219-122 pn10gd0219-2620.99gd0219-2420.66gd0219-2220.5 pn4.0gd0219-63gd0219-43gd0219-23 pn6.3gd0219-163gd0219-143gd0219-123 pn10gd0219-2631.76gd0219-2431.18gd0219-2230.88 pn4.0gd0219-6
热门文档 有缝热压弯头
格式:pdf
大小:46KB
页数:7P
人气:93
4.7
1.5d和2.5d是指的弯头弯曲半径,1.5和2.5是指的弯头弯曲半径的系数; d是指该弯头的公称直径。比如dn100的弯头,1.5d的弯曲半径 =1.5x100=150mm;2.5d的弯曲半径=2.5x100=250mm。 所以钢管弯头1.5d和2.5d的区别相似于以150mm和250mm画一个圆的 区别。(一个圆分成四份,其中之一份就是一个90°弯头)和对应的无缝钢管的 型号标注一样,外径乘以壁厚的毫米数,如:φ57×3.5;φ89×4.5;φ108×4.5; φ159×6;φ273×6;φ325×8; 市面上的90度弯头,一般r=1.5d最常用,再就是r=5d,也有按需求定制的。 异径管的质量应符合现行国家标准《钢制对焊无缝管件》gb/t12459-2005的规 定,并应满足下列要求: 1)异径管外观不应有裂纹、重皮,壁厚应大
格式:pdf
大小:48KB
页数:7P
人气:93
4.7
1.5d和2.5d是指的弯头弯曲半径,1.5和2.5是指的弯头弯曲半径的系数; d是指该弯头的公称直径。比如dn100的弯头,1.5d的弯曲半径 =1.5x100=150mm;2.5d的弯曲半径=2.5x100=250mm。 所以钢管弯头1.5d和2.5d的区别相似于以150mm和250mm画一个圆的 区别。(一个圆分成四份,其中之一份就是一个90°弯头)和对应的无缝钢管的 型号标注一样,外径乘以壁厚的毫米数,如:φ57×3.5;φ89×4.5;φ108×4.5; φ159×6;φ273×6;φ325×8; 市面上的90度弯头,一般r=1.5d最常用,再就是r=5d,也有按需求定制的。 异径管的质量应符合现行国家标准《钢制对焊无缝管件》gb/t12459-2005的规 定,并应满足下列要求: 1)异径管外观不应有裂纹、重皮,壁厚应大
格式:pdf
大小:10KB
页数:1P
人气:93
4.7

冲压弯头的标准 弯头现在国际通用的标准是美国的国家标准ansib16.9和16.28。该标 准的外径尺寸范围是1/2〃~80〃,一般24〃以内的都是用无缝钢管为原 材料,26〃到80〃的都是用钢板冲压以后再焊接。壁厚最大可达60mm,最 小到1.24mm。钢种用的最多的是碳素钢(20#)、合金钢和不锈钢,共24 个钢种。锅炉上用的crmo钢像15cr,用量比较大。三通,外径范围在2.5〃 -60〃,从26〃-60〃为焊接三通。壁厚28-60mm。大小头规格范围,常 规上先说大头规格,再说小头规格,大头最小0.75〃,小头最小0.5〃, 大头最大60〃,小头最大48〃,20-60〃为焊接的,壁厚2.8-4.5mm。 弯头的中国国标:gb/t12459,gb/t13401,sh3408,sh3409,hg/t 2
格式:pdf
大小:13KB
页数:1P
人气:93
4.7

在两个不同的地方有两个不同的铁,可以有是冥冥中自有天意吧 公司派出了两辆车开往了两个不同的地方。到了那里现从辆车一会就装满了许多的铁 块,不一会就回来了。 来了公司的空旷的场地后,把所有的铁都倒在了一起,晕晕之中两个铁兄弟就倒在一起 紧挨着,, 碳钢弯头问冲压:“我们是来这作什么的呀?”冲压说听说可能能是制作弯头的,我 们可是两个不同的类型呀,你是作碳钢弯头的,我是作冲压弯头的弯头的呵。” 到了下午,他们一起被送进了厂房,经过了很多的步骤,他们成形了,又被放在了一起, 现在两个兄弟,你看着我我看着你,互相的笑了 冲压问碳钢,你们碳钢弯头有什么好吗,可以说下吗?”碳钢于是就自豪的说了起来 其实碳钢弯头也叫弯头盘,我们碳钢弯头就是两个大口径管道的连接装置。碳钢弯头就 是碳素钢制成的弯头。低碳钢塑性好强度低,加入适量碳元素后就会变得坚硬,塑性降低强 度增强。 碳钢弯头
精华文档 有缝热压弯头
格式:pdf
大小:25KB
页数:1P
人气:93
4.5
外径(mm) dnonfb5s10s20s40s80s120s 151/21821.33816 0.04 0.05 0.05 0.06 0.059 0.063 0.06 0.08 0.08 0.10 203/42526.738 0.06 0.06 0.07 0.08 0.08 0.09 0.09 0.10 0.13 0.13 2513233.43816 0.08 0.08 0.12 0.13 0.13 0.135 0.14 0.14 0.18 0.19 321.1/43842.24820 0.11 0.13 0.18 0.21 0.21 0.24 0.23 0.26 0.31 0.35 401.1/24548.35724 0.16 0.17 0.26 0.28 0.30 0.32 0.33 0.35 0.44 0.48 502

格式:pdf
大小:35KB
页数:1P
人气:93
4.8
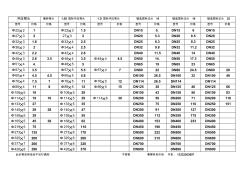
冲压弯头镀锌弯头1.5d国标冲压弯头1.d国标冲压弯头锻造国标法兰10锻造国标法兰16锻造国标法兰25 型号价格价格型号价格型号价格型号价格型号价格型号价格 ф22χ21ф22χ31.5dn155.dn156dn15 ф27χ3227χ32dn205.3dn206.5dn20 ф32χ31.6ф32χ42.5dn256.3dn258.3dn25 ф38χ32ф34χ42.5dn329.8dn3211.2dn32 ф42χ32.2ф42χ42.8dn4011.5dn4014dn40 ф48χ32.63.5ф48χ43.5ф48χ44.5dn5014.dn5017.3dn50 ф51χ44.ф48χ55dn6519dn65
最新文档 有缝热压弯头
格式:pdf
大小:14KB
页数:2P
人气:93
4.5
冲压弯头的分类及优点 冲压弯头是弯头管件中的一种,在国内外中具有良好的发展趋势,在实际的 使用性能中能够产生良好的作用。成形基本工艺过程是:首先焊接一个横截面为 多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压, 在内压作用下横截面由多边形逐渐变成圆,最终成为一个圆形环壳。冲压弯头具 有良好的生产和加工工艺,能够在实际的使用和生产中产生良好的性能和价值, 为不同的行业产生一定的价值和贡献,满足不同行业的性能价值。 冲压弯头不会产生腐蚀、点蚀、锈蚀或磨损,在管路系统中,冲压弯头是改 变管路方向的管件。按角度分,有45°及90°180°三种最常用的,另外根据工 程需要还包括60°等其他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金 钢、可煅铸铁、碳钢、有色金属及塑料等。与管子连接的方式有:直接焊接、法 兰连接、螺纹连接及承插式连接等。 冲压弯头在不同的
格式:pdf
大小:72KB
页数:2P
人气:93
4.5
 低压弯头的转动焊接法
低压弯头的转动焊接法 介绍“虾米腰”弯头的转动焊法。这种焊法全为平焊,避免了立焊,提高了效率,提高焊缝质量。
格式:pdf
大小:145KB
页数:2P
人气:93
4.6

(1)冲压加工的生产效率高,且操作方便,易于实现机械化与自动化,这是因为冲压是依靠冲模和冲压设 备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上, 而且每次冲压行程就可能得到一个冲压件。 (2)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方 法,冲压件的成本较低。 (3)冲压可加工出尺寸范围较大,形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上 冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。 (4)金匠冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的 寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。 冲压弯头的成型工艺过程是复杂的,需要根据不同的材质和用途进行焊接,在一定的压力下进
格式:pdf
大小:26KB
页数:2P
人气:93
4.8
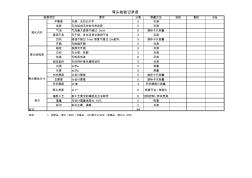
要求分值测量方法自检复检终检 平整度光滑,无凹凸不平5目测 杂质无与组成无关的外来杂质5目测 气泡气泡最大直径不超过3mm6游标卡尺测量 浸润不良无干斑、发白及其它浸润不良3目测 凹坑直径不超过1mm,深度不超过2mm凹坑5游标卡尺测量 开裂无树脂开裂5目测 裂纹表面无开裂5目测 白纱无分层、炸裂3目测 色差无明显色差6目测 刮伤垫伤无任何纤维外漏和划伤5目测 内径±5‰5测量 长度±5‰5测量 内衬厚度≥设计厚度5游标卡尺测量 总厚度≥设计厚度5游标卡尺测量 巴氏硬度≥363巴氏硬度计测量 弯头角度±1°8角度平台/角度仪 铺层工艺按工艺要求的铺层及方法制作8过程控制/样块焚烧 重量与设计重量误差≤10%5称重 标识标识正确、清晰2目测 合计94 说明
格式:pdf
大小:52KB
页数:1P
人气:93
4.4
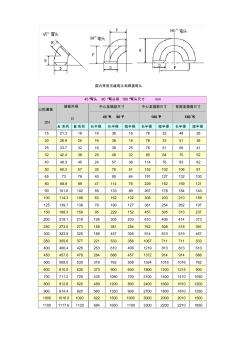
国内常用无缝弯头和焊接弯头 45°弯头90°弯头和180°弯头尺寸mm 公称通径 dn 端部外径 d 中心至端部尺寸中心至端部尺寸背面至端面尺寸 45°h90°f180°p180°k a系列b系列长半径长半径短半径长半径短半径长半径短半径 1521.31816381676324828 2026.92516381876325136 2533.73216382576515641 3242.43820483295647052 4048.345245738114768362 5060.35732765115210210681 657376409564191127132100 8088.9894711476229152
格式:pdf
大小:946KB
页数:4P
人气:93
4.6
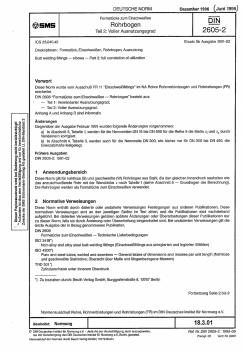
大口径弯头挤压弯曲成形数值模拟分析 对挤压弯曲成形大口径弯头的变形过程进行了有限元模拟分析。对压扁工序和弯头成形工序分别进行建模和模拟,并对模拟结果进行了应力、应变分析和成形过程载荷分析。对影响弯头成形的关键区域——内弧和外弧区域进行了速度场分析。将模拟成形后的弯头与工厂实际生产的弯头相对比,成形情况良好。
格式:pdf
大小:8KB
页数:1P
人气:93
4.6

焊接弯头看外表如何看出纯无缝 作为来说,焊接弯头的外表都是要进行处理的,但是我们如何进行对焊接弯头的外表能 够看才户是否是不是纯无缝呢? 许多焊接弯头的外表都是有波纹的,作为焊接弯头的外表有波纹来说,焊接弯头的外表 波纹是有着许多好看的,当我们所进行采取纯无缝焊接弯头的时候,那么焊接弯头的外表有 鱼鳞般的波纹,那么我们就可以确定焊接弯头是纯无缝的。 作为纯无缝焊接弯头来说,纯无缝的焊接弯头的外表是有波纹的,因为他的原材料就有波纹, 所以来说,焊接弯头的原材料波纹是不能改变的,但是我们要知道,他索采取的管材也就是 旧的管材,对于这种现象来说,我们不得不承认他索采取的是纯无缝焊接弯头。 现象来源:http://www.***.***/http://www.***.***/
格式:pdf
大小:510KB
页数:3P
人气:93
4.5
热推制弯头壁厚不减薄理论 根据金属材料扩张和流动规律,通过理论计算和中频感应加热推制工艺实现了弯曲中性层平移到外弧和弯头外弧无塑性变形,达到弯头弯制过程中壁厚不减薄的目的。即弯头弯曲成形后外腹、内腹壁厚均匀,避免了传统弯管工艺变形时内侧增厚、外侧减薄的壁厚不均现象。
格式:pdf
大小:69KB
页数:5P
人气:93
4.4
90度冲压弯头规格尺寸 悬赏分:0-解决时间:2009-4-1116:29 直径57、89、108、159、273、325的 问题补充: 90度弯头管中r的半径是多少? 提问者:bghgyt-见习魔法师三级 最佳答案 和对应的无缝钢管的型号标注一样,外径乘以壁厚的毫米数,如:φ57×3.5;φ89×4.5;φ108×4.5; φ159×6;φ273×6;φ325×8; 市面上的90度弯头,一般r=1.5d最常用,再就是r=5d,也有按需求定制的。 弯头,法兰标准 悬赏分:10-解决时间:2008-10-1210:42 谁能给份弯头的标准和法兰的标准啊 万分感谢 弯头的画法也可以,谢谢,谢谢 弯头gb/t12459-2005asmeb16.9-2003din_2605-1-1991等 法兰也比较多,常用jb/81-
格式:pdf
大小:54KB
页数:2P
人气:93
4.6

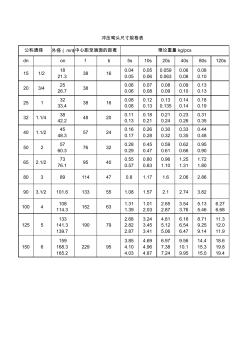
冲压弯头的参数 公称 通径 dn 外径d中心高 sch5ssch10ssch10sch20sch30 壁厚重量壁厚重量壁厚重量壁厚重量壁厚重量 6--- 8--------- 10--------- 15------ 20------ 25------ 32------ 40------ 50------ 65------ 80------ 90------ 100------ 125------ 150------ 200-- 250-- 300-- 350 400 450 500 550 600 650--------- 700----
文辑创建者
我要分享 >
职位:内装造价师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐