硬化钢垫圈规格
2025-02-17
硬化钢垫圈的标准说明书 1、 范围: 1.1 这个说明书涵盖了硬化钢垫圈的化学的,物理的,尺寸的要求,该硬化钢垫圈用于有标 准螺纹直径为 1/4到 4 英寸的紧固件上。 这些垫圈是用来在一般用途的机械的, 建筑的。 以螺栓,螺母,螺柱和其它内部的,外部的螺线紧固件使用。这些垫圈适合作为符合标 准 A325, A354,A449,A490 的紧固件使用。 1.2 这些垫圈有指定的材料和形状。 1.2.1 垫圈的型号有 1.2.1.1 型号一:碳钢 1.2.2 这型号的垫圈包括: 1.2.2.1 圆形的:圆形的垫圈在标准的螺栓尺寸为 1/4 到 4 英寸。适用于有充足的空间存在和 倾斜度许可。 1.2.2.2 有斜度的:有斜度的垫圈是正方形或长方形,在标准尺寸为 1/2到 3/2英寸, 用美国 标准的渠道和方法来测量的表面斜度率 1~6. 1.2.2.3 有修剪的:夹子垫圈是圆形的或是有斜度


designation:f436m-11 standardspeci?cationfor hardenedsteelwashers(metric)1 thisstandardisissuedunderthe?xeddesignationf436m;thenumberimmediatelyfollowingthedesignationindicatestheyearof originaladoptionor,inthecaseofrevision,theyearoflastrevision.anumberinparenthesesindicatestheyearoflastreapproval.a superscriptepsilon(′)indicatesaneditorialcha
1 ****有限公司文件编号:rtejts-*** 第0次修订标题:api6a钢垫圈制造要求 修订日期:实施日期:2014.04.01版号:b/0页码:1/2 本标准参照采用标准api6a-2010规范 1目的 规范供应商对钢垫圈的制作及质量的要求。 2范围 适用于api6a钢垫圈的制作规范及采购要求。 3程序 3.1材料硬度要求 表1给出硬度要求 材料硬度值hrb 软铁50~56 碳钢和低合金钢64~68 不锈钢79~83 镍合金unsn0882588~92 其他cra材料根据合同要求 3.2制造工艺 3.2.1熔炼、锻造和热加工 a)熔炼作业 铸钢件的熔炼一般采用碱性电弧炉或感应电弧炉进行;在熔炼过程中采用真空感应熔炼(vim) 或者采
编辑推荐下载
格式:pdf
大小:72KB
页数:4P
人气:75
 4.5
4.5
 不锈钢垫圈冲模的选材与复合强化处理研究
不锈钢垫圈冲模的选材与复合强化处理研究 为改变cr12型电炉钢制不锈钢垫圈冷冲模使用寿命短、早期失效等现象,选用dgjw45钢结硬质合金新型模具材料和采用硼-钒(b-v)复合强化处理,模具寿命提高20 ̄25倍。
格式:pdf
大小:92KB
页数:3P
人气:75
4.4
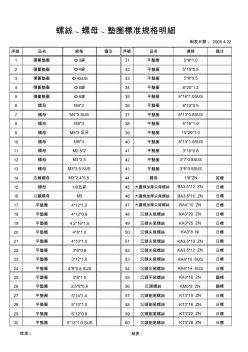
序號品名規格備注序號品名規格備注 1彈簧墊圈φ3鋅31平墊圈5*8*1.0 2彈簧墊圈φ4鋅32平墊圈5*10*0.5 3彈簧墊圈φ4sus33平墊圈5*8*0.5 4彈簧墊圈φ5鋅34平墊圈6*20*1.2 5彈簧墊圈φ6鋅35平墊圈6*16*1.0sus 6螺母m4*336平墊圈6*12*0.5 7螺母m4*3sus37平墊圈6*13*0.8sus 8螺母m5*338平墊圈6*16*1.0 9螺母m5*3反牙39平墊圈10*20*1.0 10螺母m6*340平墊圈6*13*1.0sus 11螺母m2.5*241平墊圈3*10*0.8 12螺母m3*2.542平墊圈3*7*0.8sus 13螺母m3*2.5sus43平墊圈3*6*0.5su
热门文档 硬化钢垫圈规格
格式:pdf
大小:66KB
页数:2P
人气:75
4.4
工艺标准系统 1/2 垫圈 一、分类 垫圈有平垫圈和弹簧垫圈两种。 二、平垫圈 2.1作用 增大紧固件与被紧固件之间的接触面积,防止被紧固件表面损伤。 2.2被紧固件的损伤原因 被紧固件的损伤有两种类型,分别是表面划伤和挤压形变。在紧固过程中, 紧固件与被紧固件会发生角向位移,其接触面便产生划伤,划痕处容易发生锈蚀; 如被紧固件的硬度小于紧固件,则会出现挤压形变。 在紧固件与被紧固件之间加装平垫圈后,可以在一定程度上减少两者之间的 相互摩擦,从而减轻甚至消除损伤被紧固件表面的现象。 在以下情况下,被紧固件表面不会有划痕或划痕不明显: a工件表面硬度远高于螺母表面硬度; b实际锁紧力远低于额定锁紧力,或者说锁紧力没有使紧固件和被紧固件产 生弹性变形; c工件与螺母各自的接触面粗糙度足够低低(或说光洁度足够高)并且各自 的平面度很高。 2.3用法 被紧固件有表面防划伤要求的,
格式:pdf
大小:25KB
页数:2P
人气:75
4.5
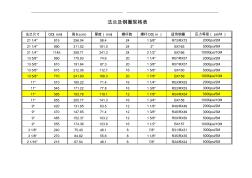
法兰尺寸od(mm)周长(cm)厚度(mm)螺杆数螺杆od(in)适用钢圈 211/4"815256.0498.42415/8"r73/rx73 211/4"990311.02181.0242"bx165 211/4"1145359.71241.32421/2"bx166 135/8"560175.9374.62011/4"r57/rx57 135/8"610191.6487.32013/8"r57/rx57 135/8"675212.06112.71615/8"bx160 135/8"770241.90168.32017/8"bx159 11"510160.2271.41611/4"r53/rx53 11"545171.2277.81613

格式:pdf
大小:852KB
页数:1P
人气:75
4.5
精轧螺纹钢垫板简称精轧垫板,是精轧螺纹钢筋的常用配件之一。采 用q235钢筋材质冶炼、锻造。常用规格有15mm、20mm、25mm、28mm、 32mm、36mm、40mm。汇赢钢铁精轧垫板的厚度与宽度常见有: 100*100*20,100*100*25,120*120*20,120*120*25等等。其中以 100*100*20为例,100*100是精轧垫板的长度与宽度;20代表垫板的厚 度。这种规格只能配置15mm的钢筋。如下图: 综上,我们在选购精轧垫板的时候,要非常注意垫板的厚度与所配钢筋 的规格。
格式:pdf
大小:15KB
页数:1P
人气:75
4.8

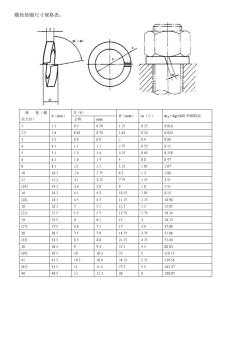
角螺母规格重量表 粗制半精制 610-0.36511.52.317 814-0.43616.25.674 1017819.610.99 12191021.916.32 -14221125.425.28 16241327.734.12 -18271431.244.19 20301634.661.91 -22321836.975.94 24361941.6111.9 -27412247.3168 30462453.1234.2 36552863.5370.9 42653275.5598.6 48753886.5957.3 注:1、括号内的尺寸,尽可能不采用。 2、gb41-66生产粗牙普通螺纹(a型);gb45- 66生产粗牙和细牙普通螺纹(a型和b型)。
精华文档 硬化钢垫圈规格
格式:pdf
大小:66KB
页数:2P
人气:75
4.5
工艺标准系统 1/2 垫圈 一、分类 垫圈有平垫圈和弹簧垫圈两种。 二、平垫圈 2.1作用 增大紧固件与被紧固件之间的接触面积,防止被紧固件表面损伤。 2.2被紧固件的损伤原因 被紧固件的损伤有两种类型,分别是表面划伤和挤压形变。在紧固过程中, 紧固件与被紧固件会发生角向位移,其接触面便产生划伤,划痕处容易发生锈蚀; 如被紧固件的硬度小于紧固件,则会出现挤压形变。 在紧固件与被紧固件之间加装平垫圈后,可以在一定程度上减少两者之间的 相互摩擦,从而减轻甚至消除损伤被紧固件表面的现象。 在以下情况下,被紧固件表面不会有划痕或划痕不明显: a工件表面硬度远高于螺母表面硬度; b实际锁紧力远低于额定锁紧力,或者说锁紧力没有使紧固件和被紧固件产 生弹性变形; c工件与螺母各自的接触面粗糙度足够低低(或说光洁度足够高)并且各自 的平面度很高。 2.3用法 被紧固件有表面防划伤要求的,
格式:pdf
大小:114KB
页数:3P
人气:75
4.6

cmycmmycycmyk =roflqkshqknjkijfdpeondngqrdknmhqqrhhm {}}362,09:/,}>0}2 25}+04.5-~}22~,}804.9 y/,96804.8}:,09}6685>03}:,2?204,}8~,:=,,4_]v}4+e]v 5-}<}02}~2,+,-2,*:054 8drhpkdm x:}042,99x:,,2wv}8:9=0
格式:pdf
大小:253KB
页数:未知
人气:75
4.3
弹簧垫圈涨圈原因初探 通过对弹簧垫圈在装配中的受力分析和国内外弹簧垫圈标准的对比研究,提出涨圈的根本原因是弹簧垫圈的截面形状内薄外厚。而根据我国现行的弹簧垫圈(包括不锈钢弹簧垫圈)标准,难以保证截面形状内厚外薄,据此建议弹簧垫圈应限制在低强度的螺栓连接中使用
格式:pdf
大小:10KB
页数:1P
人气:75
4.7
表14.8级钢制螺栓力矩推荐值(普通垫圈+弹簧垫圈) 螺栓基本尺寸(mm) 力矩值 n·m m41.5 m53 m65 m811 m1023 m1245 m1685
格式:pdf
大小:126KB
页数:9P
人气:75
4.8
. '. 弹性垫圈技术条件弹簧垫圈specificationsforspringwasherssinglecoilspringlockwashers gb94.1-87 主要内容 本标准规定了弹簧垫圈的技术条件 引用标准 gb1222弹簧钢 gb5222弹簧垫圈用梯形钢丝 gb1220不锈钢棒 gb4431硅青铜棒 gb230金属洛氏硬度试验方法 gb231金属布氏硬度试验方法 gb90紧固件验收检查,标志与包装 技术要求 材料,热处理和表面处理按表一规定 材料 热处理表面处理 种类牌号标准编号 弹簧钢 65mn 70 60si2mn gb1222 gb5222 淬火并回火 hrc42~50 氧化 磷化 镀锌钝化 不锈钢 3cr13 gb1220---- 1cr18ni9ti 铜及合金qsi3-1gb
最新文档 硬化钢垫圈规格
格式:pdf
大小:113KB
页数:未知
人气:75
4.7
平磨铜垫圈夹具 我们在平磨青铜材料的垫圈时(图1),因不能用常规方法直接吸附在工作台上,故采用两块厚度为2mm的v型薄钢板夹住工件,钢板再吸附在工作台上进行磨削。这样做效率低、而且难以保证两平面平行度0.03~0.05mm的要求。装夹时需两人配合。只能装夹一个工件
格式:pdf
大小:138KB
页数:未知
人气:75
4.6
平面垫圈的改进磨削法 在生产中,经常遇到平行度精度要求很高的平面垫圈。如何保证平行度精度一直是生产中的难题,在磨削平行度要求为5pm的平面垫圈时,经过试验,采用在平磨磁盘上垫45钢板的方法,基本上解决了难题。在平磨磁盘上垫钢板是为了避免工件因过大的磁力而变形,然后又能利用钢板的导磁性吸住工件。垫钢板后的加工方法如下:
格式:pdf
大小:150KB
页数:未知
人气:75
4.4
主铀垫圈超精平磨夹具 我厂生产的数控机床及加工中心中,主轴上有许多精度要求高(平行度为0.005)的垫圈。由于在车床加工时产生变形,引起垫圈在超精磨平磨时出现:垫圈的厚薄尺寸误差在0.003以内,而两平面的平行度却超差一般在0.01~0.03左右,达不到图纸要求。针对
格式:pdf
大小:254KB
页数:未知
人气:75
4.6
巧用弹簧垫圈 我厂在维修专用组合机床时,经常遇到一些缓冲、减振弹簧或驱动机构回程牵引弹簧的端部固定点的位置需要变更的问题。而当时又无弹簧端
格式:doc
大小:74KB
页数:6P
人气:75
4.7
 螺栓带帽及垫圈价格
螺栓带帽及垫圈价格 本文将详细解答关于螺栓、带帽和垫圈在建设工程领域中的应用和作用。通过对每个问题的详细说明,读者将了解到这些零部件在建设工程中的重要性和使用方法。
格式:pdf
大小:211KB
页数:3P
人气:75
4.8

3-1 外径台阶槽深通孔厚度外径轴距内径宽度长度数量直径轴距 公制英制abghi标准耐压cdefjklm 146113/1668.95187104.85.564642.1--bx15177.77----11.84133.35819.05146.1 246113/16103.43208106.45.564645.2--bx15177.77----11.84146.05822.23160.3 346113/16137.9257117.55.564663.5--bx15177.77----11.84196.85825.40203.2 452.421/1613.79165--7.9452.4
格式:pdf
大小:22KB
页数:1P
人气:75
4.6

专业供应2205垫圈联系电话:18121719007 公称kg/m minmaxmaxminbasicminmax 3.23.398.4210.91.10.436 4.34.61211.31.61.41.81.24 5.35.61514.321.82.22.43 6.46.761716.332.73.34.59 8.48.762120.1643.74.39.15 10.510.932524.1643.74.312.7 1313.433029.1665.46.627.1 1515.43363565.46.639.6 1717.43403965.46.648.5 1919.52444387977.4 2121.52444387
文辑创建者
我要分享 >
职位:建筑师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐