圆锯片数控加工异型石材线条的自动编程系统开发
2025-02-18
在分析圆锯片加工石材线条工艺原理的基础上,提出一个集设计、工艺规划和加工数控代码生成为一体的数控加工异型线条自动编程系统的框架,详细介绍系统各组成模块的功能及实现的关键技术,并在面向对象编程语言平台上完成系统的软件编写。系统的运行实践证明了其高效性和实用性。

 异型石材样件的数控加工与仿真
异型石材样件的数控加工与仿真 对一种新型异型石材加工中心的程序编制、后置处理及加工工艺进行了研究,并成功应用于典型浮雕样件——万里长城的制作之中。首先通过ug/cad模块,建立万里长城浮雕实体模型。分析毛坯石材的铣削特性,结合实体造型与材质特性,选择合适的刀具,通过计算得出切削深度,切削速度,进给速度,主轴转速等工艺参数。利用ug/cam模块对模型进行粗加工、半精加工、精加工程序编制,得出刀位文件。利用在ug/postbuilder中所创建的后处理文件,将刀位后处理为此加工中心能够识别的数控代码。然后进行刀路仿真,在vericut中虚拟加工对存在的碰撞干涉,过切,欠切,切削参数不合理等情况进行刀路的优化处理,在异型石材加工中心上进行真实车铣加工,完成浮雕的制作,总结出异型石材的加工经验。
基于VERICUT的异型石材罗马柱数控加工仿真 应用vericut及ugnx软件,对新开发的八轴双五联动数控异型石材多功能复合加工中心进行虚拟建模,并使用vericut软件对异型石材典型制品——罗马柱进行加工仿真研究。通过仿真检测出由ugnx软件自动生成的程序中存在的过切、干涉等问题,并对加工程序进行修改,改善数控加工工艺。通过此法不仅提高了数控机床加工功能和效率,而且降低了生产成本。
编辑推荐下载
格式:pdf
大小:649KB
页数:3P
人气:90
 4.4
4.4
石材异型制品数控加工图形自动编程子系统的开发 简要介绍了数控加工自动编程技术的发展,提出了面向石材异型制品加工的图形自动编程系统的总体设计思路和方案,实现了图形自动编程系统的3个基本功能:图形输入和编辑、前置处理、后置处理。
格式:pdf
大小:573KB
页数:10P
人气:90
4.4
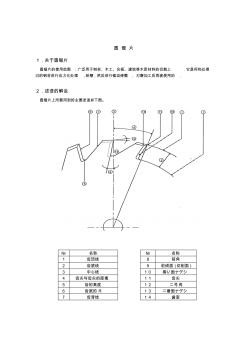
圆锯片 1.关于圆锯片 圆锯片的使用范围:广泛用于制材、木工、合板、建筑等木质材料的切割上.它是将热处理 过的钢材进行应力化处理,研磨,然后进行锯齿修整,刃磨加工后再被使用的. 2.述语的解说 圆锯片上所要用到的主要述语如下图。 №名称№名称 1齿顶线8前角 2齿底线9前倾面(切削面) 3中心线10掬い面ナゲシ 4齿尖与齿尖的距离11齿尖 5齿的高度12二号角 6齿底的r13二番面ナゲシ 7齿背线14歯室 3.齿形的种类,特征与用途 选择锯片时,如果锯片的齿形,角度不适合切削条件的话,切割感会很差,得不到很好的效果. 标准的齿形如下: 3-1竖切齿 竖切齿形的前角通常为15°~30°,它容易切削 材料的竖向纤维.但是切较硬的材料的话前角角度要 小一点。 3-2兼用齿 兼用齿是横切
热门文档 圆锯片数控加工异型石材线条的自动编程系统开发
格式:pdf
大小:552KB
页数:4P
人气:90
4.8
基于UGNX的异型石材多功能复合加工中心数控加工与仿真技术研究 异型石材多功能复合加工中心syh4608由8轴双5联动系统组成,为使其获得高效、可靠的加工程序,通过对异型石材加工的典型零件程序编制和ugnx软件后处理器ug/pos的二次开发,建立了异型石材加工程序高效编制系统,并使用vericut软件对所产生加工程序进行了加工仿真及验证.得到了罗马柱石材模型的刀具加工轨迹,并验证了其合理性;建立了专门针对syh4608异型多功能复合加工中心的后处理器,通过该后处理器生成了可靠的nc程序;通过vericut软件对nc程序进行加工仿真,其结果验证了数控编程的可靠性以及机床的加工性能和后处理器的高效性,为异型石材数控加工技术的后续研究提供了技术基础.
格式:pdf
大小:1.2MB
页数:4P
人气:90
4.4

结合石材加工的工艺特点,通过ug、powermill软件对立体佛像模型进行粗、精加工编程,在工艺参数相同的前提下,分别对比采用不同加工策略时的仿真加工效果及加工用时,总结适合石材立体模型五轴加工的加工策略,以提高加工效率以及加工质量,使五轴联动技术能在石材加工领域更好的发挥其优越性。
格式:pdf
大小:125KB
页数:1P
人气:90
4.6
探析石材开采中大型金刚石圆锯片基体的应用 我国的石材资源非常丰富,在石材加工方面,已经取得了比较不错的成绩,但是在石材的开采的技术方面,仍然和我国石材大国的身份不匹配,从提高开采效率、降低工作人员劳动强度的角度出发,本文探析了石材开采中大型金刚石圆锯片基体的应用。
格式:pdf
大小:44KB
页数:2P
人气:90
4.4
中国石材物联网网址:www.***.*** 来源:中国石材物联网www.***.*** 异型石材加工的损耗介绍 我国常用花岗石品种 天然石材异型制品的加工流程比较复杂,也很烦琐,这里就不 按流程来介绍各种异型石材的加工损耗情况,而是按不同的异石材种类整 体介绍一下各类异型石材加工的损耗情况。 1.石材荒料加工成圆形石材(原柱体),损耗通常在20%-70%。 2.石材荒料雕刻为异型雕刻品,损耗通常为40%-75% 3.圆形石材加工成花瓶,损耗通常为40%-60% 4.圆形石材加工成圆形桌面,损耗通常为40%-50% 5.圆形石材加工成圆形凳子,损耗通常为30%-40% 6.石材荒料加工成圆球,损耗通常为50%-60% 7.石板材加工成烟灰缸,损耗通常为35%-75% 8.圆形石材加工成蜡烛台架,损耗通常为45%-8
精华文档 圆锯片数控加工异型石材线条的自动编程系统开发
格式:pdf
大小:530KB
页数:4P
人气:90
4.5
异型石材制品成形加工的分析研究 成形加工是异型石材制品的关键加工工序。在分析异型石材制品的成形面、常用加工工具和成形原理的基础上,对成形加工技术进行了深入探讨,归纳出了异型石材制品加工的运动组合形式,并分析了每种运动组合所能加工的制品种类。成形运动分析为异型石材加工设备功能和结构的开发提供了理论基础。以外圆柱面加工分析为例,得出了刀具形状与加工运动成互补关系的重要结论,这一结论对于异型石材制品的大批量加工具有重要意义,可研制相应的成型刀具,以实现加工的规模经济效益。
格式:pdf
大小:184KB
页数:3P
人气:90
4.6
镶片圆锯片的生产工艺改进 根据国外对镶片锯日益提高的质量和供货期要求,经过研究分析,重新设计了生产工艺。采用刀片激光切割与线切割相结合的方式加工刀片外形尺寸,提高加工精度和速度;采用数控钻孔加工刀片和片体的铆钉孔,提高刀片的互换性;采用数控机床磨削钳口槽,保证钳口槽的对称度和粗糙度指标;采用合金磨床磨削齿型等方法改进原有的镶片锯加工工艺,既确保了镶片锯的产品质量,又明显提高了镶片锯的产能。
格式:pdf
大小:137KB
页数:3P
人气:90
4.7
带锯条和圆锯片的切削刃磨损 在每种木材加工操作中木工刀具的磨损是一个连续的问题,虽然其实际机理尚未完全清楚.这种情况,部分是由于切削刃在高速运行时很难监测刀刃的磨耗过程.木材化学成份和木材宏观、微观结构组成的复杂性和多样性,使了解磨损机理很困难.
格式:pdf
大小:67KB
页数:2P
人气:90
4.4
割灌机圆锯片的超速试验 本文论述了割灌机圆锯片超速试验的意义、方向和结果分析。并建议对林业机械中的高速回转构件均应进行超速试验。
格式:pdf
大小:742KB
页数:5P
人气:90
4.5
金刚石圆锯片的锯切用量研究 研究金刚石圆锯片在锯切不同类型石材时锯切用量对锯耗、能耗、锯切效率的影响。实验结果表明,石材的可锯切性能受石材的矿物成分、结构构造和物理力学性能的影响。合理地选择锯切用量可以有效地提高锯切效率,降低能耗和锯耗。
最新文档 圆锯片数控加工异型石材线条的自动编程系统开发
格式:pdf
大小:794KB
页数:4P
人气:90
4.6
金刚石圆锯片切割石材及有限元分析 通过xk5032c型数控铣床进行切削花岗石试验研究,主要考察了加工参数对圆锯片切削力的影响,确定了金刚石圆锯片切削花岗石时加工参数对切削力的影响规律。切削力的大小随着切削深度和进给速度的增加而增大,而随着主轴转速的增大而减小。通过ansys软件进行了有限元分析,研究在不同的加工参数下,金刚石圆锯片实际受力情况,分析其中的变化规律。
格式:pdf
大小:1.9MB
页数:2P
人气:90
4.6
面向回转体石材数控加工的自动编程 本文针对石材加工的特殊工艺,研究了回转体石材的粗加工和半精加工自动编程技术,并基于此开发了回转体石材数控加工的计算机辅助编程软件,同时集成了加工过程仿真模块,能够验证nc代码的正确性,大大提高了数控编程的效率和质量.
格式:pdf
大小:168KB
页数:2P
人气:90
4.4
面向回转体石材数控加工的自动编程 本文针对石材加工的特殊工艺,研究了回转体石材的粗加工和半精加工自动编程技术,并基于此开发了回转体石材数控加工的计算机辅助编程软件,同时集成了加工过程仿真模块,能够验证nc代码的正确性,大大提高了数控编程的效率和质量。
格式:pdf
大小:69KB
页数:1P
人气:90
4.7
加工石材线条的方法 加工石材线条有多种方法,现介绍常用的三种加工石材线条如下。1、先用金刚石圆锯片粗加工,再用铣磨轮精加工、抛光。这种方法适合花线凹凸起伏比较大的那些宽或窄的形状。如果用铣磨轮直接加工磨耗量大,而用切割效率比较高的圆锯片先行去掉大部分多余的料后,再用铣磨轮粗磨、精磨、抛光即可。2、用金刚石串珠锯切割,再经过仿型机磨抛或手动抛
格式:pdf
大小:195KB
页数:3P
人气:90
4.3
木工圆锯片的适张度及其控制 阐述了木工圆锯片适张度对其产品切割质量的影响,介绍了对锯片进行适张度处理的方法。
格式:pdf
大小:43KB
页数:1P
人气:90
4.6
65Mn钢圆锯片的淬火 65mn钢圆锯片的淬火山东拖拉机厂(山东兖州272011)梁开武石材加工用金钢石圆锯片,基体多用65mn钢制造,尺寸1584mm×(7.20±0.25)mm,一般要求硬度(38~43)hrc,有的用户要求硬度为(46~48)hrc,经校平磨削后端跳...
格式:pdf
大小:167KB
页数:未知
人气:90
4.7
碾压适张工艺对圆锯片刚度的影响分析 通过有限元仿真分析,对锯片的适张工艺进行研究,研究不同锯片参数和工况下适张与锯片刚度的关系。结果发现,相同辊压压力下,锯片在0.4d左右辊压时锯片的刚度最小,在0.8d左右辊压时锯片的刚度最大,且0.8d左右辊压时锯片的刚度比没有辊压时锯片的刚度大;锯片刚度随着辊压区宽度的增加而减小,且当辊压区宽度大于15mm时锯片的横向刚度会迅速减小。当在外沿附近(0.8d)辊压时,锯片的刚度随着辊压压力的增大先增大后减小,且在某一压力时有最大值。
格式:pdf
大小:483KB
页数:3P
人气:90
4.8
65Mn钢圆锯片的热处理 随着我国冶金工业的迅猛发展,用于切割钢管及其它型材的圆锯片的需要量剧增.目前,国产的65mn钢冷切钢管圆锯片(以下简称圆锯片)的质量还有待提高.我们认为,这应该从两个途径去解决:一是结合锯片的服役条件和国内资源,研制性能优于65mn钢的锯片用钢;二是利用适当的热处理工艺,充分发掘现有65mn钢的潜力.本文正是从第二条途径出发,根据试验,结合对锯片行业的调查,提出改进国产65mn钢冷切钢管圆锯片热处理工艺的意见.
格式:pdf
大小:269KB
页数:未知
人气:90
4.6
圆锯片的双金属扇形块 英国firthbrown工具公司的speed-icut分部最近所介绍的instosuper—seg镶扇形齿圆锯片是为了既从技术观点上、又从商业观点上使用户获得很大好处。
文辑创建者
我要分享 >
职位:制冷与空调技术暖通工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐