压力管道手工钨极氩弧焊单面焊双面成形技术
2025-01-19

管道焊接中手工钨极氩弧焊(tig)单面焊双面成形技术——压力管道手工电弧焊接中焊道背面易出现缺陷,且管道中的焊渣无法及时清理干净,用手工 tig焊的方法成功的解决了这一问题。
. . 焊工工艺学 第五章手工钨极氩弧焊 作者:潘秀梅 单位:辽宁省鞍山市台安县职教中心 焊接教研室 . . 第五章手工钨极氩弧焊 手工钨极氩弧焊是使用钨极作为电极,利用从焊枪喷嘴中喷出的氩气流,在 电弧区和焊接熔池周围形成严密封闭的气流,保护钨极、焊丝和焊接熔池不被氧 化的一种手工操作的气体保护电弧焊。如图 5-1所示。 手工钨极氩弧焊,可分为添加焊丝和不添 加焊丝两种方法。添加焊丝的方法是右手握焊 枪,左手持焊丝,顺着焊接方向自右向左移动, 面罩一般采用头盔式。不添加焊丝的操作方法 比较简单,只要右手握住焊枪即可。 图5-1手工钨极氩弧焊示意图 作业一手工钨极氩弧焊的基本知识 (一)手工钨极氩弧焊设备 手工钨极氩弧焊设备包括主电路系统、焊枪、供气系统、冷却系统和控制系 统等部分,如图5-2所示。 图5-2手工钨极氩弧焊设备系统图 (1)主电路系
编辑推荐下载
格式:pdf
大小:164KB
页数:3P
人气:74
 3
3
自动氩弧焊单面焊双面成形技术与工装——自动钨极氩弧焊技术,应把工件的壁面、工件接头、夹具的铜垫平面、铜垫沟槽的中心线 和电弧极端作为基准点、基准线和基准面进行规则的协调,使其准确的各居其位,使焊缝自始至终在一种不变的焊透成形状态,采用恒定...
格式:pdf
大小:187KB
页数:3P
人气:74
3

ta2的钨极氩弧焊单面焊双面成形焊接工艺研究——以厚度为6mm的ta2板的焊接为例,研究了工业纯钛板单面焊、双面成形的焊接工艺。该工艺采用手工钨极氩弧焊打底、自动氩弧焊焊接,有效地控制了焊接接头缺陷的产生。此工艺方法合理,获得了良好的焊缝组织和焊接接...
热门文档 压力管道手工钨极氩弧焊单面焊双面成形技术
格式:pdf
大小:15KB
页数:6P
人气:74
4.6
手工电弧焊单面焊双面成形技术 单面焊双面成形操作技术是采用普通焊条,以特殊的操作方法, 在坡口的正面进行焊接,焊后保证坡口正反两面都能得到双面成形焊 缝的一种操作方法。它是一项在压力管道和锅炉压力容器焊接中,焊 工必须掌握的操作技术,其方法主要有断弧焊法和连弧焊法。 基本操作 1.引弧应在焊缝中,要做到一“引”便“着”,一“落”便“准”。 由于电缆及焊钳对手腕存在一个重力矩,焊工手持焊钳不易稳定,因 此引弧时焊工要蹲稳,手臂要用力持钳,手腕微微用力做点划动作。 另外,焊工心情要放松,紧张则僵硬,僵硬则动作机械而抖动大, 极易产生“粘住”和“拉熄”现象。练习时,从摩擦法开始,逐渐缩 短摩擦距离及焊条头与工作面的距离。轻落轻起,克服惯性,快慢适 中,使焊钳运动轨迹逐渐达到近似垂直的效果。 2.要懂得焊条在空间三个方面均有运动,向熔池方向递 进要与熔化速度相一
格式:pdf
大小:47KB
页数:1P
人气:74
3
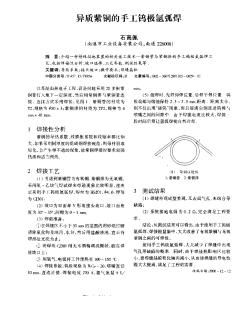
异质紫铜的手工钨极氩弧焊——介绍一种特殊接地装置的相关施工技术一紫铜管与紫铜排的手工钨极氩弧焊工艺,包括焊接性分析、坡口选择、x-艺参数、测试结果等。
格式:pdf
大小:41KB
页数:5P
人气:74
4.6
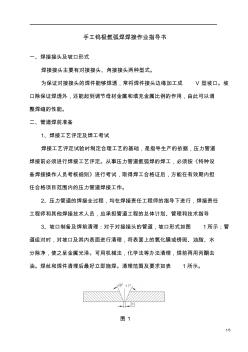
1/5 手工钨极氩弧焊焊接作业指导书 一、焊接接头及坡口形式 焊接接头主要有对接接头、角接接头两种型式。 为保证对接接头的焊件能够焊透,常将焊件接头边缘加工成v型坡口。坡 口除保证焊透外,还能起到调节母材金属和填充金属比例的作用,由此可以调 整焊缝的性能。 二、管道焊前准备 1、焊接工艺评定及焊工考试 焊接工艺评定试验时制定合理工艺的基础,是指导生产的依据,压力管道 焊接前必须进行焊接工艺评定。从事压力管道氩弧焊的焊工,必须按《特种设 备焊接操作人员考核细则》进行考试,取得焊工合格证后,方能在有效期内担 任合格项目范围内的压力管道焊接工作。 2、压力管道的焊接全过程,均在焊接责任工程师的指导下进行,焊接责任 工程师和其他焊接技术人员,应承担管道工程的总体计划、管理和技术指导 3、坡口制备及焊前清理:对于对接接头的管道,坡口形式如图1所示;管 道组对时,对坡口及其内表面进行清理,将表
格式:pdf
大小:542KB
页数:4P
人气:74
3
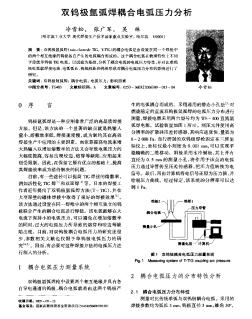
双钨极氩弧焊耦合电弧压力分析——双钨极氩弧焊(twin-electrodetig,t-tig)的耦合电弧是由设置在同一个焊枪中的两个相互绝缘的钨极各自产生的电弧耦合而成的。这个耦合电弧在物理特性上不同于传统单钨极tig电弧。以试验为基础,分析了耦合电弧的电弧压力特性,...
精华文档 压力管道手工钨极氩弧焊单面焊双面成形技术

格式:pdf
大小:149KB
页数:3P
人气:74
3
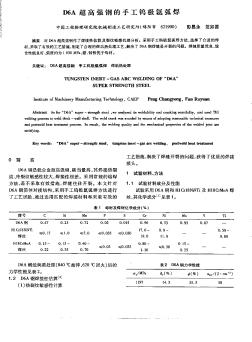
d6a超高强钢的手工钨极氩弧焊——对d6a超高强钢作了焊接性估算及裂纹敏感机理分析。采用手工钨极氩弧焊方法,选择了合适的焊材,采取了有效的工艺措施,制定了合理的焊后热处理工艺,解决了d6a钢焊缝易开裂的问题。焊缝质量优良,综合性能良好,强度约为1030...
格式:pdf
大小:1.0MB
页数:12P
人气:74
4.7
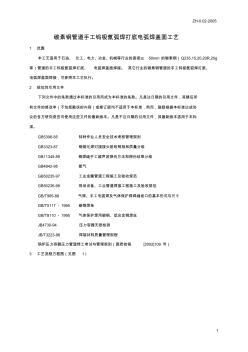
zh-0.02-2005 1 碳素钢管道手工钨极氩弧焊打底电弧焊盖面工艺 1范围 本工艺适用于石油、化工、电力、冶金、机械等行业的直径≥50mm的碳素钢(q235,15,20,20r,20g 等)管道的手工钨极氩弧焊打底、电弧焊盖面焊接。其它行业的碳素钢管道的手工钨极氩弧焊打底、 电弧焊盖面焊接,可参照本工艺执行。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所 有文件的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协 议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标 准。 gb5306-85特种作业人员安全技术考核管理规则 gb3323-87钢熔化焊对接接头射线照相和质量分级 gb11345-89钢焊缝手工超声波探伤方法和探伤结果分级 gb48
格式:pdf
大小:157KB
页数:2P
人气:74
3
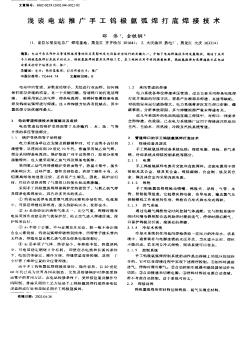
浅谈电站推广手工钨极氩弧焊打底焊接技术——电站中承压部件及管道焊接质量的优劣是影响发电设备安全运行的关键之一。介绍了电站焊接技术的发展现状,阐述了采用手工钨极氩弧焊打底技术的优点、钨极氩弧焊的嚣具及焊接工艺,在工程的应用中收到满意效果,鸽极氩...
格式:pdf
大小:157KB
页数:3P
人气:74
3
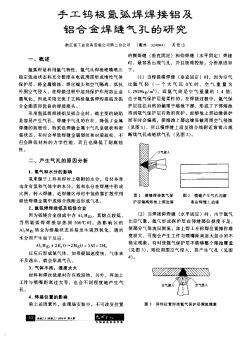
手工钨极氩弧焊焊接铝及铝合金焊缝气孔的研究——手工钨极氩弧焊焊接铝及铝合金焊缝气孔的研究
最新文档 压力管道手工钨极氩弧焊单面焊双面成形技术
格式:pdf
大小:100KB
页数:2P
人气:74
3
手工钨极氩弧焊打底工艺在中压锅炉集箱焊接中的应用——szl6—2.5一aⅱ型i业锅妒是根据国家关于国产工业蒸汽锅炉规格系列的规定而采用的工业锅妒产品,是市场通用的工业锅炉品种之一,本文就该产品在生产过程中手i钨极氲弧焊打底在集葙焊接中的应用作一介绍...

格式:pdf
大小:164KB
页数:3P
人气:74
3
铝合金阀门手工钨极氩弧焊技术研究——介绍了铝合金的分类及其特性。给出了lf2铝合金阀门焊接设备的选用及其焊接方法与工艺。
格式:pdf
大小:103KB
页数:3P
人气:74
4.6
 焊条电弧焊单面焊双面成形技术培训的探讨
焊条电弧焊单面焊双面成形技术培训的探讨 焊条电弧焊单面焊双面成形技术是难度较大的一种操作技术,在压力管道和锅炉压力容器制造、安装中应用最为广泛,是焊条电弧焊焊工必须掌握的操作技术,也是国内外焊工技能培训和考核的重要内容之一。近几年,我国工业化步伐明显加快,焊工资源呈现匮乏态势。实际操作时应加强焊工观察能力和操控能力等基本功练习,学员掌握其操作要领和技巧才能更好、更高效地焊出优质合格的焊缝。
格式:pdf
大小:198KB
页数:4P
人气:74
3
钨极氩弧焊焊接电弧数值分析——以钨极氩弧焊(tig)电弧为研究对象,根据磁流体动力学理论构建了电弧数学模型,并对 tig焊接电弧进行了数值分析.数值模拟所得电弧等离子体温度分布与试验值相当吻合.在此基础上对电弧压力和电流密度进行了分析,并通过试验...
格式:pdf
大小:144KB
页数:未知
人气:74
4.4
薄铝板平对接手工钨极氩弧焊 雷达产品的生产中,遇有大量的厚度在0.5~2毫米的lf_(21)、lf_2等防锈铝合金的焊接。除尽量把焊缝设置成变形小而易修锉的角焊缝结构外,仍不可避免在各结构上出现平对接的焊缝。雷达产品的零件,如锥形天线、大型抛物面天线、反射体、辐射体、骨架、框架、机壳等,它们的精度要求很高——焊疤经修锉后和母材一样平整;变形小;便于修形达到设计要求。为此对焊接工序提出了较高的
格式:pdf
大小:433KB
页数:未知
人气:74
4.8
手工钨极氩弧焊在水套炉内置小盘管焊接中的应用 目前在采油站油井安装的加热装置———水套炉的修复过程中,经常会遇到一些小管径管道的焊接工作,如果采用手工钨极氩弧焊打底,手工电弧焊填充盖面的工艺方法,可以得到优质的焊接质量,能够提高焊口的合格率。
格式:pdf
大小:37KB
页数:6P
人气:74
4.7
最新【精品】范文参考文献专业论文 手工钨极氩弧焊打底焊接技术在高压注水管道施工中的应用 手工钨极氩弧焊打底焊接技术在高压注水管道施工中的应用 摘要:高压注水焊接质量的优劣是影响注水正常安全运行的关 键之一,本文介绍了高压注水管道手工钨极氩弧焊打底焊接技术,阐 述了采用手工钨极氩弧焊打底技术的优点,钨极氩弧焊的配套机具及 焊接工艺在工程中的应用中应注意的问题,钨极氩弧焊打底焊接技术 在高压注水管道施工和维修修中值得应用并广泛推广。 关键词:高压注水管道钨极氩弧焊打底焊接生产应用 中图分类号:u23文献标识码:a 高压注水管道和注水泵房工艺配管施工中,由于高压管道由于 压力较大,因此管道的壁厚较大,在设计中要求采用的法兰均为对焊 法兰,如何确保管线与法兰的对接焊缝和高压注水管道的焊接质量, 是一个关键问题,管道焊口的打底焊缝就成为工程的重中之重。而在 目前的生产
格式:pdf
大小:13KB
页数:6P
人气:74
4.6

焊条电弧焊单面焊双面成形技术的操作要领与技巧 单面焊双面成形技术是焊条电弧焊难度较大的一种操作技术,同时又是各类技能考试,技 术比武,特别是锅炉、压力容器和压力管道焊工必须熟练掌握的基本技能。尽快地掌握单 面焊双面成形技术的操作要领和技巧,不仅是每个技能考试,技术比武和锅炉、压力容器 取证焊工十分关心的问题,也是各地培训中心(站)焊工教练必须要讲解和示范的主要内 容。经过多年来的摸索和实践,在吸取和借鉴全国各地焊工培训的经验基础上,总结出了 一套适用于焊条电弧焊单面焊双面成形技术的操作要领与技巧,多次在锅炉、压力容器和 压力管道的焊工取证培训中应用,收到了很好的效果,对尽快掌握单面焊双面成形技术会 有所帮助。 要掌握好焊条电弧焊单面焊双面成形操作技术,一定要熟练掌握“五种要领”,还应学会“六 种技巧”。五种要领(以下简称“五要领”),是指五种操作基本要领,其具体内容是
格式:pdf
大小:341KB
页数:1P
人气:74
4.4
浅析焊条电弧焊单面焊双面成形技术的操作要领 焊条电弧焊是是指用手工操作焊条进行焊接的电弧焊方法,是目前生产中应用最多、最普遍的一种金属焊接方法。其中,焊条电弧焊单面焊双面成形技术是难度较大的一种操作技术,也是焊条电弧焊技术人员必须掌握的操作技术,主要应用于压力管道和锅炉压力容器制造以及各种安装操作中。本文从两个方面详细介绍了焊条电弧焊单面焊双面成形技术的操作要领,帮助焊条电弧焊焊工更好的掌握技术的要领,焊出优质、合格的焊缝。
文辑创建者
我要分享 >
职位:工程资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐