压缩机不同上法兰结构的三点焊接仿真分析
2025-01-18
建立空调压缩机上法兰与壳体的三点焊接过程的有限元模型,并采用ANSYS软件进行计算.首先仿真镂空、非镂空、综合三种结构上法兰的焊接温度分布,然后根据温度结果采用间接耦合法仿真相应的焊接变形,并进行对比分析.通过与实际焊接结果相比较对所建立的模型进行检验.结果表明,镂空结构的上法兰的焊接变形最大,而非镂空结构上法兰在焊接之后的变形低于综合结构.因此,非镂空结构设计有利于降低空调压缩机的焊接变形.

 离心压缩机阶梯焊接机壳水平法兰变形的控制
离心压缩机阶梯焊接机壳水平法兰变形的控制 针对阶梯型焊壳的焊后变形的问题,进行了铆焊工艺改进,最终采取控制焊序和利用反变形的措施,使大型阶梯焊壳水平法兰的变形得到了控制。

在空调压缩机装配过程中,都必须进行壳底\壳盖的焊接,以及三点/六点的焊接,在焊接过程中空调压缩机内部的放电现象经常会出现,导致空调压缩机堵转。针对焊接时容易出现的放电不良技术问题,我们通过对焊接回路的分析、电源的调整、接地夹具的改造及设备焊接方式的选择,以理论为导向,试验为基础,逐渐掌握了焊接放电的规律,明显减少了焊接放电不良品的产生,并在生产过程中收到明显效果,进一步提升了上海日立的产品质量。
编辑推荐下载
格式:pdf
大小:291KB
页数:2P
人气:73
 4.5
4.5
不同壁厚大型法兰与筒体的焊接 阐述了大型非标法兰与筒体厚度差过大时焊接前的处理方法。通过对标准、设计及制造过程的研究,确定了大型法兰与筒体厚度差过大时焊接前的坡口加工方法、坡口尺寸及焊接工艺,并将其应用在焊接工程中。
格式:pdf
大小:8KB
页数:2P
人气:73
4.4
法兰:使管子与管子相互连接的零件,连接于管端。法兰上有孔眼,螺栓使两法兰紧连。 法兰间用衬垫密封。 法兰管件:指带有法兰(突缘或接盘)的管件。它可由浇铸而成,也可由螺纹连接或焊接 构成。 法兰联接:由一对法兰、一个垫片及若干个螺栓螺母组成。垫片放在两法兰密封面之间, 拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使 联接严密不漏。法兰联接是一种可拆联接。按所联接的部件可分为容器法兰及管法兰。 按结构型式分:有整体法兰、活套法兰和螺纹法兰。常见的整体法兰有平焊法兰及对焊 法兰。平焊法兰的刚性较差,适用于压力p≤4mpa的场合;对焊法兰又称高颈法兰,刚性较 大,适用于压力温度较高的场合。 法兰按与管子的连接方式可分为五种基本类型:平焊法兰、对焊法兰、螺纹法兰、承插 焊法兰、松套法兰。 平焊法兰:平焊法兰简称平板,又称搭焊法兰。平焊法兰与管道的连接
热门文档 压缩机不同上法兰结构的三点焊接仿真分析
格式:pdf
大小:544KB
页数:4P
人气:73
4.7

用粉末冶金方法生产空调压缩机法兰可以使用二上二下、一上三下的模具结构。对于法兰小板部位厚度比较薄的产品只能采用一上三下的模具形式。这种形式的二下模冲侧面单向受粉末压力,并且存在着一、二下模冲之间的配合间隙。试验表明,在粉末侧压力的作用下,二下模冲的偏移是否会造成阀口芯棒的弯曲变形,是阀口裂纹是否产生的关键。其中芯棒变形的程度决定了裂纹的形态和严重程度。消除裂纹的方式,可以通过提高一、二下模冲的配合精度和在阀口芯棒增加拔模斜度来解决。
格式:pdf
大小:544KB
页数:5P
人气:73
4.6
建立了考虑相变的热弹塑性有限元法模型,针对敏感性参数如壳体高度、气缸材料性能、气缸与壳体接触状态以及气缸结构对压缩机焊接变形的影响进行了计算和讨论.气缸采用铸钢材料能有效降低压缩机滑片槽槽宽变形,压缩机壳体与气缸的接触状态对气缸变形有较大影响.为了提高计算效率,同时又能保证计算结果的准确性,进而采用了基于热弹塑性有限元法的固有应变法进行模拟.结果表明,固有应变法与热弹塑性有限元法及实测结果吻合较好,基于固有应变法的压缩机结构优化方法可以大大降低计算时间,这种方法可以应用于大型焊接结构的结构优化.
格式:pdf
大小:33KB
页数:2P
人气:73
4.6
产品名称膜片联轴器受控号 零件名称焊接法兰零件图号 毛坯材质20零件净重 (kg) 23.2 车间序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一划2 二钻z30501 三车3 四钳 修改内容修改者日期编制审核日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及φ212孔十字中心线 钻φ60孔 车各部符图(φ212孔按管配车) 机械加工工艺卡片q/hy-r-js-022 x06-2 毛坯种类每台数量 工令号 3 定额员 第1页 共1页
格式:pdf
大小:33KB
页数:2P
人气:73
4.6
产品名称膜片联轴器受控号 零件名称焊接法兰零件图号 毛坯材质20零件净重 (kg) 23.2 车间序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一划2 二钻z30501 三车3 四钳 修改内容修改者日期编制审核日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及φ212孔十字中心线 钻φ60孔 车各部符图(φ212孔按管配车) 机械加工工艺卡片q/hy-r-js-022 x06-2 毛坯种类每台数量 工令号 3 定额员 第1页 共1页
格式:pdf
大小:8KB
页数:1P
人气:73
4.4
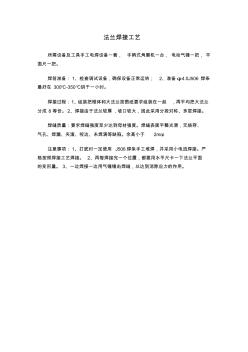
法兰焊接工艺 所需设备及工具手工电焊设备一套,手柄式角磨机一台,电动气锤一把,平 面尺一把。 焊前准备:1、检查调试设备,确保设备正常运转;2、准备φ4.0j506焊条 最好在300℃-350℃烘干一小时。 焊接过程:1、组装把椎体和大法兰按图纸要求组装在一起,再平均把大法兰 分成8等份。2、焊接由于法兰较厚,坡口较大,因此采用分段对称、多层焊接。 焊缝质量:要求焊缝强度至少达到母材强度。焊缝表面平整光滑,无烧穿、 气孔、焊漏、夹渣、咬边、未焊满等缺陷。余高小于2mm。 注意事项:1、打底时一定使用j506焊条手工堆焊,并采用小电流焊接。严 格按照焊接工艺焊接。2、再每焊接完一个位置,都要用水平尺卡一下法兰平面 的变形量。3、一边焊接一边用气锤锤击焊缝,以达到消除应力的作用。
精华文档 压缩机不同上法兰结构的三点焊接仿真分析
格式:pdf
大小:24KB
页数:1P
人气:73
4.5
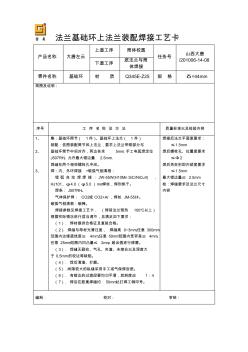
法兰基础环上法兰装配焊接工艺卡 产品名称大唐左云 上道工序筒体校圆 任务号 山西大唐 /201006-14-08 下道工序 底法兰与筒 体焊接 零件名称基础环材质q345e-z25规格δ=44mm 简图及说明: 序号工序名称及方法质量标准以及检验内容 1、 2、 3、 集:基础环筒节(1件)、基础环上法兰(1件) 装配:依图装配筒节和上法兰,要求上法兰带颈部分与 基础环筒节中间对齐,两边各余5mm,手工电弧焊定位 j507rh。允许最大错边量2.5mm. 焊缝在两个相邻螺栓孔中间。 焊:内、外环焊接+碳弧气刨清根: 埋弧自动焊焊接:jw-55w(h10mnsicrnicuii), hj101..φ4.0(φ5.0)mm焊丝,焊剂烘干。 焊条:j507rh。 气体保护焊:co2或co2+ar,焊丝jm-55ⅱ
格式:pdf
大小:118KB
页数:8P
人气:73
4.3
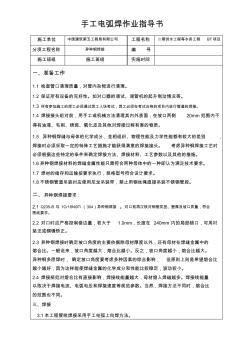
手工电弧焊作业指导书 施工单位中国建筑第五工程局有限公司工程名称二期供水工程等水务工程bt项目 分项工程名称异种钢焊接编号 施工班组施工班组实施时间 一、准备工作 1.1检查管口清理质量,对管内杂物进行清理。 1.2保证所有设备的完好性。如对口器的调试、调管机的起升制动情况等。 1.3所有参加施工的焊工必须通过焊工入场考试,焊工必须在考试合格的项目内进行管道的焊接。 1.4焊接接头组对前,用手工或机械方法清理其内外表面,在坡口两侧20mm范围内不 得有油漆、毛刺、锈斑、氧化皮及其他对焊接过程有害的物质。 1.5异种钢焊缝与母体的化学成分、金相组织、物理性能及力学性能都有较大的差别, 焊接时必须采取一定的特殊工艺措施才能获得满意的焊接接头。考虑异种钢焊接工艺时 必须根据这些特定的条件来确定焊接方法、焊接材料、工艺参数以及其他的措施。 1.6异种钢焊接材料的焊
格式:pdf
大小:22KB
页数:1P
人气:73
4.8
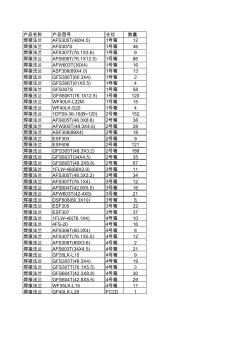
产品名称产品型号仓位数量 焊接法兰afs305t(48x4.5)1号箱12 焊接法兰afs307s1号箱46 焊接法兰afs307t(76.1x3.6)1号箱9 焊接法兰afs606t(76.1x12.5)1号箱86 焊接法兰afw603t(30x4)1号箱16 焊接法兰asf308(89x4.0)1号箱13 焊接法兰gfs306t(60.3x4)1号箱2 焊接法兰gfs306t(61x5.5)1号箱4 焊接法兰gfs307s1号箱58 焊接法兰gfs606t(76.1x12.5)1号箱120 焊接法兰wf40lk-l22m1号箱15 焊接法兰wf40lk-s201号箱4 焊接法兰1dfs9-36-16(b=120)2号箱152 焊接法兰afs605t(48.3x8.8)2号箱38 焊接
最新文档 压缩机不同上法兰结构的三点焊接仿真分析
格式:pdf
大小:354KB
页数:2P
人气:73
4.3
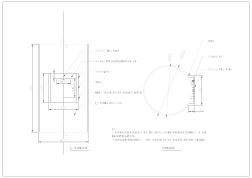
大直径平焊法兰的焊接变形与控制 在压力容器的生产制造过程中,经常发生大直径平焊法兰的焊接变形问题,通过分析变形原因,提出控制变形的措施,从而为防止类似工件的焊接变形提出指导方法。

格式:pdf
大小:102KB
页数:2P
人气:73
4.7
大型薄法兰组对焊接问题分析 随着天然气脱水装置、脱硫装置、加热炉在油田、气田的广泛使用,其所使用的脱水剂脱硫剂的再生及原油的加热均需通过常压火筒式加热炉来完成。该炉体结构通常设计为可拆卸法兰连接结构。由于是常压,所设计设备法兰其厚度为14~16mm,内径在1000~1600mm之间,属于大型薄法兰。要保证其制作完毕后不变形、不泄露,其组对、焊接问题是个难点。
格式:doc
大小:66KB
页数:4P
人气:73
4.9
 法兰盘焊接手法圆管焊接手法
法兰盘焊接手法圆管焊接手法 焊接法兰盘和圆管是工业制造中的常见任务,它需要精确的手法和专业的技能。这篇文章将深入探讨法兰盘和圆管的焊接方法,帮助你更好地理解和执行这些焊接任务。我们将从基础理论开始,然后详细解释实际的焊接步骤和技巧,确保你能够安全、高效地完成工作。
格式:pdf
大小:9KB
页数:3P
人气:73
4.3
垃圾压缩机压缩机构的动力学仿真与优化设计 摘要:本文简要介绍了垃圾压缩机及其压缩机构的组成和工作原理,建立了垃圾压缩机压 缩机构的三维模型,运用机械系统动力学分析软件adams对该机构进行动态仿真分析,得到 垃圾压缩机压缩机构主要运动部件的运动规律和各铰接点的载荷曲线,验证了油缸选型的正 确性,为压缩机构的结构优化设计提供了重要参数。利用有限元分析软件,对推铲进行结构 优化计算,使得推铲总质量得到显著降低。 关键词:压缩机构;动态仿真;优化;adams 引言 通过使用垃圾压缩机可以提高垃圾回收效率,在城市垃圾处理过程中,垃圾压缩机是非 常重要的一种环卫工具,其使用相对简单,作业效率高,在垃圾处理方面,正在发挥着日益 重要的作用[1]。 1、压缩机构的组成及工作原理 1.1压缩机构的组成垃圾压缩机压缩机构由厢体、液压油缸、上滑板、下滑板以及推铲 五部分组成。液压油缸
格式:pdf
大小:98KB
页数:1P
人气:73
4.4
筒体与法兰盘焊接裂纹原因分析 本文针对磨煤机筒体与法兰盘焊接过程中出现的裂纹问题进行了实验,通过对法兰盘的化学成分、硬度、金相、能谱进行测试,对筒体与法兰盘焊接过程中产生裂纹的原因进行了详尽的分析,并提出了相应的预防措施。
格式:pdf
大小:147KB
页数:2P
人气:73
4.7
筒体与法兰盘焊接裂纹原因分析 本文针对磨煤机筒体与法兰盘焊接过程中出现的裂纹问题了实验,通过对法兰盘的化学成分、硬度、金相、能谱进行测试,对筒体与法兰盘焊接过程中产生裂纹的原因进行了详尽的分析,并提出了相应的预防措施。
格式:pdf
大小:148KB
页数:2P
人气:73
4.4
简体与法兰盘焊接裂纹原因分析 本文针对磨煤机简体与法兰盘焊接过程中出现的裂纹问题了实验,通过对法兰盘的化学成分、硬度、金相、能谱进行测试,对筒体与法兰盘焊接过程中产生裂纹的原因进行了详尽的分析,并提出了相应的预防措施。
文辑创建者
我要分享 >
职位:BIM服务工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐