圆珠笔头用新型易切削不锈钢组织与切削性能
2025-02-18
采用中频炉+电渣重熔方法制备了一种新型硫-铅复合铁素体易切削不锈钢,利用光学显微镜、扫描电镜、能谱仪和超精密数控车床对该钢的化学成分、显微组织、夹杂物及切削性能进行了研究。结果表明:试验钢棒材及其成品线材、进口SF20T钢成品线材中易切削相均为MnS、铅及其与碲形成的复合夹杂物,棒材中MnS呈纺锤形,经冷拔后的成品线材中MnS横向呈细小的椭圆形并沿拉拔方向呈断续、串链状分布,比SF20T钢成品线材的横、纵向尺寸均小;试验钢成品线材基体组织为铁素体,晶粒度约为10级,在高速中等进给量下切削性能良好,可兼顾切屑形貌和表面粗糙度的要求。

 新型易切削不锈钢问世
新型易切削不锈钢问世 近日,邢钢炼钢厂成功试生产1.4104易切削不锈钢,至此邢钢易切削不锈钢钢种扩充至六个。1.4104易切削不锈钢是高碳、高铬、高硫的含钼易切削不锈钢,是在y1cr17钢种的基础上增加钼含量,提高其耐腐蚀性能,主要用作生产不锈钢光亮棒,后续加工各种零件,生产汽车发动机气节门轴,具有产品附加值、经济效益高等特点。
首钢成功研制"圆珠笔头用超易切削不锈钢材料" 2016年12月6日,首钢吉泰安新材料公司研制的"圆珠笔头用超易切削不锈钢材料"通过由中国制笔协会、中国钢研集团和北京金属学会组成的专家组鉴定,获得专家们一致好评.专家组认为首钢吉泰安新材料公司攻克了中国圆珠笔头生产技术难关,该材料"工业技术和实物质量"均达到国际先进水平.目前,产品已投放国内重点笔业公司实现批量生产,打破了该材料长期被发达国家垄断的局面,标志着首钢在圆珠笔头用材料领域走在了国内最前列.
编辑推荐下载
格式:pdf
大小:78KB
页数:未知
人气:87
 4.5
4.5
邢钢炼钢厂积极开展易切削不锈钢工艺实验 为了满足客户对化学成分的严格要求,增加高附加值产品的销量,6月份不锈钢生产中,邢钢炼钢厂针对y1cr-l3和430fr不锈易切削钢种的冶炼模式分别进行工艺试验。现阶段所生产的不锈易切削钢种,根据其碳含量要求在冶炼上可分为高碳不锈易切削钢和低碳不锈易切削钢。
格式:pdf
大小:78KB
页数:未知
人气:87
4.5
邢钢炼钢厂积极开展易切削不锈钢工艺实验 为了满足客户对化学成分的严格要求,增加高附加值产品的销量,6月份不锈钢生产中,邢钢炼钢厂针对y1cr-l3和430fr不锈易切削钢种的冶炼模式分别进行工艺试验。现阶段所生产的不锈易切削钢种,根据其碳含量要求在冶炼上可分为高碳不锈易切削钢和低碳不锈易切削钢。
热门文档 圆珠笔头用新型易切削不锈钢组织与切削性能
格式:pdf
大小:78KB
页数:未知
人气:87
4.6
邢钢炼钢厂积极开展易切削不锈钢工艺实验 为了满足客户对化学成分的严格要求,增加高附加值产品的销量,6月份不锈钢生产中,邢钢炼钢厂针对y1cr-l3和430fr不锈易切削钢种的冶炼模式分别进行工艺试验。现阶段所生产的不锈易切削钢种,根据其碳含量要求在冶炼上可分为高碳不锈易切削钢和低碳不锈易切削钢。
格式:pdf
大小:89KB
页数:3P
人气:87
4.5
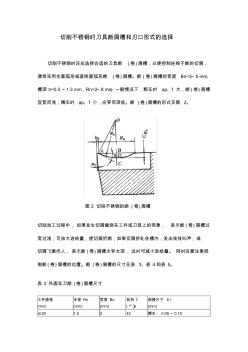
切削不锈钢时刀具断屑槽和刃口形式的选择 切削不锈钢时还应选择合适的刀具断(卷)屑槽,以便控制连绵不断的切屑, 通常采用全圆弧形或直线圆弧形断(卷)屑槽。断(卷)屑槽的宽度bn=3~5mm, 槽深h=0.5~1.3mm,rn=2~8mm。一般情况下,粗车时ap、f大,断(卷)屑槽 宜宽而浅;精车时ap、f小,应窄而深些。断(卷)屑槽的形式见图2。 图2切削不锈钢的断(卷)屑槽 切削加工过程中,如果发生切屑缠绕在工件或刀具上的现象,表示断(卷)屑槽过 宽过浅,可加大进给量,使切屑折断;如果切屑挤轧在槽内,发出吱吱叫声,或 切屑飞溅伤人,表示断(卷)屑槽太窄太深,这时可减小进给量。同时还要注意控 制断(卷)屑槽的位置。断(卷)屑槽的尺寸见表3、表4和表5。 表3外圆车刀断(卷)屑槽尺寸 工件直径 (mm) 半径rn
格式:pdf
大小:1.3MB
页数:4P
人气:87
4.5
BT303CuS易切削不锈钢轧件劈头的研究 对bt303cus易切削不锈钢热轧过程中产生的轧件头部开裂原因进行了分析,发现轧件劈头与钢中硫化物的形态有关,利用热模拟实验研究了加热温度对轧件硫化物形态变化影响,在此基础上确定出最佳加热温度范围是1200~1280℃.同时采取了控制轧件头部冷却水、使用新型导卫及增设工序飞剪等一系列工艺措施,显著减少了轧制缺陷,中间废品率由5.67%下降到1.38%,使宝钢股份特钢事业部长型材生产线形成批量生产该钢的能力.
格式:pdf
大小:107KB
页数:7P
人气:87
4.8
1什么是不锈钢? 通常,人们把含铬量大于12%或含镍量大于8%的合金钢叫不锈钢。这种钢在大气 中或在腐蚀性介质中具有一定的耐蚀能力,并在较高温度(>450℃)下具有较高的强 度。含铬量达16%~18%的钢称为耐酸钢或耐酸不锈钢,习惯上通称为不锈钢。 钢中含铬量达12%以上时,在与氧化性介质接触中,由于电化学作用,表面很快形 成一层富铬的钝化膜,保护金属内部不受腐蚀;但在非氧化性腐蚀介质中,仍不易 形成坚固的钝化膜。为了提高钢的耐蚀能力,通常增大铬的比例或添加可以促进钝 化的合金元素,加ni、mo、mn、cu、nb、ti、w、co等,这些元素不仅提高了 钢的抗腐蚀能力,同时改变了钢的内部组织以及物理力学性能。这些合金元素在钢 中的含量不同,对不锈钢的性能产生不同的影响,有的有磁性,有的无磁性,有的 能够进行热处理,有的则不能热处理。 由于不锈钢所具有的上述特性,越来越
精华文档 圆珠笔头用新型易切削不锈钢组织与切削性能
格式:pdf
大小:126KB
页数:未知
人气:87
4.4
不锈钢零件端面窄深槽切削研究 研究了在普通车床上加工不锈钢零件端面窄槽的方法,可以加工窄至2×9mm的深槽,解决了用常规机械加工方法加工不锈钢端百窄深槽的难题,并论述了挖槽工具的设计和调整方法。
格式:pdf
大小:107KB
页数:7P
人气:87
4.4
1什么是不锈钢? 通常,人们把含铬量大于12%或含镍量大于8%的合金钢叫不锈钢。这种钢在大气 中或在腐蚀性介质中具有一定的耐蚀能力,并在较高温度(>450℃)下具有较高的强 度。含铬量达16%~18%的钢称为耐酸钢或耐酸不锈钢,习惯上通称为不锈钢。 钢中含铬量达12%以上时,在与氧化性介质接触中,由于电化学作用,表面很快形 成一层富铬的钝化膜,保护金属内部不受腐蚀;但在非氧化性腐蚀介质中,仍不易 形成坚固的钝化膜。为了提高钢的耐蚀能力,通常增大铬的比例或添加可以促进钝 化的合金元素,加ni、mo、mn、cu、nb、ti、w、co等,这些元素不仅提高了 钢的抗腐蚀能力,同时改变了钢的内部组织以及物理力学性能。这些合金元素在钢 中的含量不同,对不锈钢的性能产生不同的影响,有的有磁性,有的无磁性,有的 能够进行热处理,有的则不能热处理。 由于不锈钢所具有的上述特性,越来越
格式:pdf
大小:185KB
页数:未知
人气:87
4.4
难切削材料不锈钢磨削技术 通过对难切削材料不锈钢的金属特性进行分类,分析不锈钢磨削过程中存在的加工难点,再针对加工难点找出金属磨削应对方案,分别对砂轮选用、切削用量方面做出结果解释,为以后不锈钢的磨削加工做技术储备。
格式:pdf
大小:160KB
页数:2P
人气:87
4.5
不锈钢芯棒轴的切削加工 坪石松针总厂,因扩大生产,为达到产量多、颗粒微小的目的、改造了一台振动脉磨粉碎机设备。芯棒轴是其设备中的零件、该零件的材料为1gr17、长径比为30倍、属细长轴。在切削加工中不锈钢属于难加工材料、而细长轴是一种难加工工件。经综合分析,合理安排工艺,按质、按量、按时较好地完成了这批生产任务,受到了客户的好评和同行的认可。
最新文档 圆珠笔头用新型易切削不锈钢组织与切削性能
格式:pdf
大小:21KB
页数:3P
人气:87
4.4
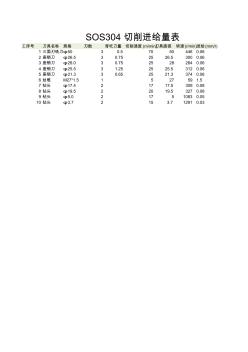
工序号刀具名称规格刃数背吃刀量切削速度(m/min)刀具直径转速(r/min)进给(mm/r) 1三面刃铣刀φ5030.570504460.06 2座销刀φ26.530.752526.53000.06 3座销刀φ28.030.7525282840.06 4座销刀φ25.531.252525.53120.06 5座销刀φ21.330.652521.33740.06 6丝锥m27*1.51527591.5 7钻头φ17.421717.53090.08 8钻头φ19.522019.53270.08 9钻头φ5.0217510830.05 10钻头φ3.72153.712910.03 sos304切削进给量表 进给量(mm/mi
格式:pdf
大小:315KB
页数:13P
人气:87
4.5
1什么是不锈钢? 通常,人们把含铬量大于12%或含镍量大于8%的合金钢叫不锈钢。这种钢在大气中或在腐蚀性介 质中具有一定的耐蚀能力,并在较高温度(>450℃)下具有较高的强度。含铬量达16%~18%的钢称 为耐酸钢或耐酸不锈钢,习惯上通称为不锈钢。 钢中含铬量达12%以上时,在与氧化性介质接触中,由于电化学作用,表面很快形成一层富铬的 钝化膜,保护金属内部不受腐蚀;但在非氧化性腐蚀介质中,仍不易形成坚固的钝化膜。为了提 高钢的耐蚀能力,通常增大铬的比例或添加可以促进钝化的合金元素,加ni、mo、mn、cu、nb、 ti、w、co等,这些元素不仅提高了钢的抗腐蚀能力,同时改变了钢的内部组织以及物理力学性 能。这些合金元素在钢中的含量不同,对不锈钢的性能产生不同的影响,有的有磁性,有的无磁 性,有的能够进行热处理,有的则不能热处理。 由于不锈钢所具有的上述特性,越来越广泛地应用于
格式:pdf
大小:924KB
页数:2P
人气:87
4.5
不锈钢的高速切削加工 不锈钢材料由于其耐腐蚀特性,在工业领域得到了重用,但是常规切削加工不锈钢时,伴随着许多的缺点,而采用高速切削加工不锈钢时,具有切削力小和切削温度低的特性,于是就可以避免或减少这些缺点。本文主要通过理论来分析高速切削加工不锈钢时切削力小和切削温度低的机理,同时通过实验来研究高速切削不锈钢时切屑形貌和切削表面质量,结果表明高速切削加工比常规切削加工具有更多的优点,对于难加工材料,更是优势显著。
格式:pdf
大小:102KB
页数:1P
人气:87
4.4
不锈钢的切削加工特点及方法 不锈钢在切削加工中具有塑性变形大、热强度高、与刀具亲和性强、易与刀具粘结等特点,其切削加工性能比一般中碳钢差的多,如不采用合理的切削方法,将很难达到理想的加工质量,而且还会额外损伤刀具。本文从刀具、切削方法、冷却液等方面叙述了不锈钢在切削加工中应采取的措施。
格式:pdf
大小:255KB
页数:未知
人气:87
4.7
简析不锈钢的切削加工 阐述了不锈钢的加工特点,并从化学和物理的角度对其难切削加工的特性进行了分析,对切削不锈钢所使用的刀具材料、刀具几何参数的确定进行了说明,对切削用量的选择进行了具体的描述,并对切削液的使用提出了建设性的看法。
格式:pdf
大小:195KB
页数:未知
人气:87
4.6
浅谈铸铁缸套的加工切削性能 atgl公司作为汽车发动机缸套供应商之一,既要满足产品设计者对材料使用性能的要求,又需面对交付后,客户对缸套切削加工性能的挑剔,有时切削加工性能会成为机加工与铸造之间争议的焦点。然而,改善切削加工性的呼声已经喊了很多年,由于研究难度大、跟踪周期长、投入经费大等问题,致使材料的切削加工性问题一直未有中肯的
格式:pdf
大小:110KB
页数:1P
人气:87
4.8
太钢研发成功圆珠笔笔头用不锈钢新材料 2017年1月10日,太原钢铁(集团)公司(以下简称太钢)正式对外宣布:历时5年攻关,太钢研发生产的圆珠笔笔头用不锈钢新材料成功应用于国内知名制笔厂家,产品质量稳定,性能与进口产品水平相当.这标志着我国笔头用不锈钢材料的自主化迈出了关键的一步,对于有效打破国外长期垄断、促进钢铁行业的提质增效和结构优化升级具有重大意义.
格式:pdf
大小:9KB
页数:3P
人气:87
4.5
易切削钢 定义: 易切削钢是指具有优良切削加工性能的钢材,提高钢材的易切削性能主要是 通过往钢中单独或复合加入易切削元素(s、p、pb、se、te、bi、zr、re等)。 易切削钢分类及其特性 根据含易切削元素的不同,可分为硫易切削钢、铅易切削钢、钙易切削钢、 钛易切削钢以及复合易切削钢。根据用途不同,易切削钢又分为自动机用钢、结 构用易切削钢和特殊易切削钢(耐热钢、不锈钢、工具钢等)根据易切削性能的不 同,又可分为一般易切削钢、超易切削钢等。 2.1硫易切削钢 硫易切削钢占我国易切削钢总产量的比例为90%。 硫易切削钢按硫含量不同的比例分别为低硫钢、中硫钢和高硫钢:一般低硫 钢的s不大于0.025%;中硫钢的s约为0.04~0.09%;高硫钢的s约为0.1~0.3%。 其中中硫钢由于具有良好的切削性能和力学性能,已广泛应用于工业生产,而高 硫钢则
格式:pdf
大小:7KB
页数:3P
人气:87
4.8
42crmo钢的刀具材料匹配及切削性能分析 随着世界工业化和经济一体化不断推进,源自德国的“工业4.0”、“中国制 造2025”等新发展理念应运而生,对工业生产中的能源节约、环境保护、污染防 控提出了更为严格的要求。受其影响,各国对汽车特别是大功率柴油汽车的排放 量出台了愈来愈严格的法规,柴油发动机领域面临巨大的冲击和压力。 因此,提高柴油发动机的生产质量、节省加工耗材、降低制造成本便成为了 柴油发动机制造过程中的重中之重。作为柴油发动机中最为关键和核心的零部件, 曲轴在工作过程中受到离心力和惯性力的共同作用,承受极高的弯曲扭转载荷。 为了满足上述严苛的使用要求,曲轴的制造材料本身强度硬度极高,切削性 能较差,机加工过程中的刀具磨损现象十分严重。因此,分析曲轴加工过程中的刀 具磨损失效机理,开展刀具材料匹配及优化切削参数是减小刀具磨损、降低生产 成本的有效途
文辑创建者
我要分享 >
职位:质量控制工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐