硬质合金属性
2025-01-25
WC 硬质合金的属性 常用的硬质合金以 WC 为主要成分,根据是否加入其它碳化物而分为以下几类: 1、钨钴类( WC+Co )硬质合金( YG) 它由 WC 和 Co 组成,具有较高的抗弯强度的韧性, 导热性好, 但耐热性和耐磨性较差, 主要用于加工铸铁和有色金属。细晶粒的 YG 类硬质合金(如 YG3X 、 YG6X ),在含钴 量相同时,其硬度耐磨性比 YG3、 YG6 高,强度和韧性稍差,适用于加工硬铸铁、奥氏 体不锈钢、耐热合金、硬青铜等。 2、钨钛钴类( WC+TiC+Co )硬质合金( YT) 由于 TiC 的硬度和熔点均比 WC 高,所以和 YG 相比,其硬度、耐磨性、红硬性增大, 粘结温度高,抗氧化能力强,而且在高温下会生成 TiO 2, 可减少粘结。但导热性能较差, 抗弯强度低,所以它适用于加工钢材等韧性材料。 3、钨钽钴类( WC+TaC+Co )硬质合金( YA) 在

硬质合金的研究和应用 thestudiesandapplicationsofcementedcarbide 作者:何梓秋机械类创新实验班3112010441 内容摘要:硬质合金由于具有高硬度,高抗压强度,高热硬性以及高耐磨性,高 耐腐蚀性,常用于制造切削工具和耐磨零部件。广泛应用于军工、航天航空、机 械加工、冶金等领域。本文将通过新型硬质合金的研发和硬质合金制造工艺的进 步两条路径对硬质合金的研究进行介绍。再结合各种硬质合金的特性,介绍其具 体的应用。 abstract:becausecementedcarbidehashighhardness,highcompressive strength,highabrasiveresistanceandhighcorrosionresistance,itis alwaysused
编辑推荐下载
格式:pdf
大小:67KB
页数:4P
人气:69
 4.5
4.5
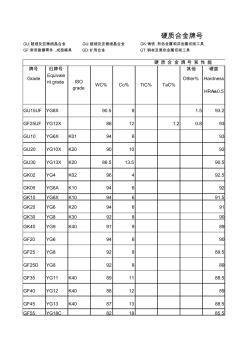
gu:超细及亚微细晶合金gu:超细及亚微细晶合金gk:铸铁.有色金属和非金属切削工具 gf:常用耐磨零件,成型模具gd:矿用合金gt:钢材及黑色金属切削工具 牌号旧牌号其他硬度 gradeequivale ntgrade other%hardness hra±0.5 gu15ufyg8x90.581.593.2 gf25ufyg12x86121.20.893 gu10yg6xk0194693 gu20yg10xk20901092 gu30yg13xk2086.513.590.5 gk02yg4k0296492.5 gk05yg6ak1094692 gk10yg6xk1094691.5 gk20yg6k2094691 gk30yg8k3092890 gk40yg
格式:pdf
大小:2.4MB
页数:4P
人气:69
4.6
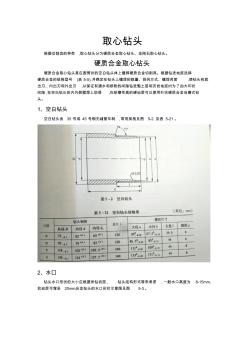
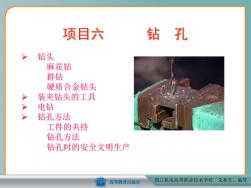
取心钻头 根据切削齿的种类,取心钻头分为硬质合金取心钻头、金刚石取心钻头。 硬质合金取心钻头 硬质合金取心钻头是在圆筒状的空白钻头体上镶焊硬质合金切削具。根据钻进地层选择 硬质合金的规格型号(表5-5),并确定在钻头上镶焊的数量、排列方式、镶焊角度,使钻头有底 出刃、内出刃和外出刃,以保证有通水和排粉的间隙钻进黏土层和页岩地层时为了加大环状 间隙,在空白钻头的内外侧壁焊上肋骨,在研磨性高的硬地层可以使用针状硬质合金自磨式钻 头。 1、空白钻头 空白钻头由35号或45号钢无缝管车制,常用规格见图5-2及表5-21。 2、水囗 钻头水口形状的大小应根据所钻岩层、钻头结构形式等来考虑,一般水口高度为8-15mm, 软岩层可增至20mm,合金钻头的水口形状示意图见图5-3。 3、硬质合金的排列和出刃 硬质台金切削具在钻头底唇面的排列形式基本有三种,见图
热门文档 硬质合金属性
格式:pdf
大小:129KB
页数:1P
人气:69
4.6
 硬质合金喷砂嘴
硬质合金喷砂嘴 喷砂用的喷砂嘴,目前大多数工厂都采用钢制的,少数工厂采用陶瓷制的。但这两种喷砂嘴使用寿命一般都较短,很不理想。我厂原是采用t10a钢制喷砂嘴,经下料、车、热处理、氧化后就可安装使用。热处理后的硬度在hrc60~64之间,每件造价2.4元,使用寿命3~4小时,由于在高速砂流的作用下,内孔逐渐磨损变大或成喇叭口而不能
格式:pdf
大小:36KB
页数:5P
人气:69
4.4
常用的硬质合金 ①钨钴类硬质合金(yg)它由碳化钨和钴构成。其硬度为 89~91.5hra,耐热性为800~900℃,主要用于加工铸铁、 有色金属及其合金,以及非金属材料和含钛的不锈钢等工件 材料。常用的牌号有yg3、yg6、yg8等,g后面的数字为co 的百分含量。硬质合金中含钴量越多,韧性越好,适合于 粗加工,含钴量少者用于精加工。 ②钨钛钴类硬质合金(yt)它是由碳化钨、碳化钛和钴 构成,其硬度为89.5~92.5hra,耐热性为900~1000℃。 常用的牌号有yt5、yt14、yt15、yt30,t后面的数字为tic 的百分含量。当tic的含量较多、co的含量较少时,硬度和 耐磨性提高,但抗弯强度有所下降。主要用于加工塑性材 料,(如a3钢、20号钢、45号钢等)但它不适合加工含ti 元素的不锈钢,因为两者的ti


格式:pdf
大小:2.8MB
页数:85P
人气:69
4.7

工具钢 耐磨工具钢 工具钢(toolsteel),是用以制造切削刀具、量具、模具和耐磨工具的钢。工具钢 具有较高的硬度和在高温下能保持高硬度得红硬性,以及高的耐磨性和适当的韧性。 工具钢一般分为碳素工具钢、合金工具钢和高速工具钢。 碳素工具钢 一、生产品种 热轧棒材圆钢直径或方钢边长8mm-80mm 锻制棒材圆钢直径或方钢边长50mm-150mm 冷拉棒材圆钢直径8mm-40mm 热轧钢板厚度0.7mm-15mm 冷拉钢带厚度0.10mm-3.60mm 冷拉钢丝圆钢丝直径0.050mm-16mm 热轧扁钢厚度*宽度3mm-30mm*(10、12、14、16、18、20、22、25、28、 30、32、35、38、40、45、50、55、60、65、90、100、160)mm 锻制扁钢厚度*宽度10mm-6
精华文档 硬质合金属性
格式:pdf
大小:35KB
页数:2P
人气:69
4.6
连怡机电技术(上海)有限公司 连怡机电技术(上海)有限公司www.***.*** 如何选择硬质合金钻头? 选用硬质合金钻头的考虑因素 1.加工稳定性 除了考虑钻孔精度要求外,选择钻头时还需考虑加工机床的稳定性。机床稳定性对于钻 头的安全使用寿命和钻孔精度至关重要,因此需要仔细检验机床主轴、夹具及附件的工作 状态。 此外,还应考虑钻头自身的稳定性。例如,整体硬质合金钻头刚性最好,因此可达到很 高的加工精度。而硬质合金可转位刀片钻头的结构稳定性较差,容易发生偏斜。这种钻头 上安装了两片可转位刀片,其中内刀片用于加工孔的中心部分,外刀片则加工从内刀片至 外径处的外缘部分。由于在加工初始阶段只有内刀片进入切削,钻头处于不稳定状态,极易 引起钻体偏斜,且钻头越长,偏斜量越大。 因此,在使用长度超过4d的硬质合金可转位刀片钻头进行钻削加工时,在开始钻进阶

格式:pdf
大小:8KB
页数:1P
人气:69
4.7

常用的硬质合金钻头规格: φ43通水煤钻头 φ90高效组合钻头 φ78高效组合钻头 φ55高效组合钻头 φ86高效通水钻头 三翼螺旋钻头 φ55三翼刮刀钻头 高效组合钻头四级组合 φ130六方组合钻头 φ65三翼钻头 φ76高效通水钻头 φ110高效组合钻头 φ55两翼内丝钻头 φ28(通水)煤钻头
格式:pdf
大小:31KB
页数:3P
人气:69
4.5

硬质合金2010-08-2821:02 合金 牌号 物理机械性能 推荐用途 相当于 iso 相当于 国内密度g/cm2 抗弯强度不 低于n/cm2 硬度不低于 hra yg3x14.6-15.2132092 适于铸铁、有色金属及合金淬火钢合金钢小 切削断面高速精加工。 k01yg3x yg6a14.6-15.0137091.5 适于硬铸铁,有色金属及其合金的半精加 工,亦适于高锰钢、淬火钢、合金钢的半精 加工及精加工。 k05yg6a yg6x14.6-15.0142091 经生产使用证明,该合金加工冷硬合金铸铁 与耐热合金钢可获得良好的效果,也适于普 通铸铁的精加工。 k10yg6x yk1514.2-14.6210091 适于加工整体合金钻、铣、铰等刀具。具有 较高的耐磨性及韧性。 k15 k20 yk15
最新文档 硬质合金属性
格式:pdf
大小:137KB
页数:4P
人气:69
4.3
硬质合金刀具选择 硬质合金引言 车削加工是机械制造加工工艺的主要工序。特别是在重型机械加工制造业中,工件结构尺寸 堪称巨型,重量高达60~80t,甚至上百吨,加工设备重型卧车回转直径达到6m,重型立 车可达到10m。重型车削加工与普通加工相比,切削深度大、切削速度低、进给速度慢。 加工余量达单边35~50mm,加之切削过程中工件平衡差,加工余量分布不均匀,机床的 某些部件不平衡等因素引起的振动,使加工的动态不平衡过程要消耗很多的机动时间和辅助 时间。所以加工重型零件,提高生产率或机器设备的利用率,必须从增大切削层厚度和进刀 量入手,要重点考虑切削用量和刀具的选择,改善刀具结构和几何形状,将刀具材质的强度 特点考虑进去,以求提高切削用量,显著降低机动时间。 1刀具材料的选择 切削常用的刀具材料主要有高速钢、硬质合金、立方氮化硼(cbn)、陶瓷等。重型切削深度 一
格式:pdf
大小:40KB
页数:5P
人气:69
4.5
yg3x132092适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。k01yg3x yg6a1370适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工 及精加工。k05yg6a yg6x142091经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普 通铸铁的精加工。k10yg6x7x/@$v4k$a$l/j&@5b1c+] yk15210091适于加工整体合金钻、铣、铰等刀具。具有较高的耐磨性及韧性。k15 k20yk15 yg6138089适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。k20yg6三维网技术 论坛's/];z:s&@%h'| yg6x-1150090适于铸铁,有色金属及其合金非金属材料连续切削
格式:pdf
大小:92KB
页数:4P
人气:69
4.5
硬质合金常用牌号及用途介绍 牌号/相当标准iso/物理机械性能(min):抗弯强度n/mm2;硬度hra/用途。 1、yg3x/k01/1420;92.5/适于铸铁、有色金属及合金、淬火钢合金钢小切削断面高速精 加工。 2、yg6/k20/1900;90.5/适于铸铁、有色金属及合金、非金属材料中等到切削速度下半 精加工和精加工。 3、yg6x/k15/1800;92.0/适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金钢的中小切削 断面高速精加工、半精加工。 4、yg6a/k10/1800;92.0/适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金的中小切削断 面高速精加工。 5、yg8/k30/2200;90.0/适于铸铁、有色金属及合金、非金属材料低速粗加工。 6、yg8n/k30/2100;90.5/适于铸铁、白口铸铁、
格式:pdf
大小:535KB
页数:2P
人气:69
4.7

正确使用硬质合金钻头 因为硬质合金相当宝贵,正确使用钻头,做到物尽其用,是每一个机械加工从业者的责任。 正确使用硬质合金钻头,主要包括如下几个方面: 1.选择正确的机床硬质合金钻头可应用于数控机床,加工中心等功率大、刚性好的机 床,并且应保证刀尖跳动tir8-10°时,不可钻。<8-10°时,进给应减至正常的1

格式:pdf
大小:8KB
页数:1P
人气:69
4.5

常用的硬质合金钻头规格: φ43通水煤钻头 φ90高效组合钻头 φ78高效组合钻头 φ55高效组合钻头 φ86高效通水钻头 三翼螺旋钻头 φ55三翼刮刀钻头 高效组合钻头四级组合 φ130六方组合钻头 φ65三翼钻头 φ76高效通水钻头 φ110高效组合钻头 φ55两翼内丝钻头 φ28(通水)煤钻头
格式:pdf
大小:387KB
页数:3P
人气:69
4.7

南宫市华飞硬质合金切削工具的牌号、性能及用途 牌 号 相当于 iso 分组代号 性能 用途 密度 g/cm3 抗弯强度 n/mm2 (b试样) 硬度 hra yc10 适用于钢、铸钢的精加工和半精加工,宜采用较高切削速度和中、小进给 量,也可做仿形车削。 yc40 适用于钢、铸钢的强力切削,宜在恶劣的条件下采用低速切削和大进给量 切削加工。 yt05p0512.5-12.9≥1260≥92.5适用于淬火钢、合金钢和高强度钢的精加工和半精加工。 yt15p1011.1-11.6≥1300≥91 适用于碳素钢与合金钢连续切削时的半精车及精车。断续切时的精车、旋 风车丝,连续面的半精铣和精铣,孔的粗扩与精扩。 yt14p2011.2-11.8≥1400≥90.5 适于对碳素钢与合金钢不平整面进行连续切削时的精车,间断切削时的半 精车与精车,连续面的粗铣,铸孔的
文辑创建者
我要分享 >
职位:安全主管
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐