在钢铁表面镀锡镀锌
2025-01-19

编辑推荐下载
格式:pdf
大小:238KB
页数:3P
人气:64
 4.8
4.8

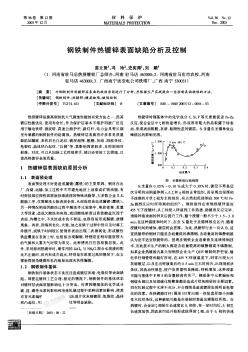
 钢铁制件热镀锌表面缺陷分析及控制
钢铁制件热镀锌表面缺陷分析及控制 对钢铁制件热镀锌层表面的缺陷原因进行了分析,并根据生产实践提出一些控制表面缺陷的方法。
热门文档 在钢铁表面镀锡镀锌
格式:pdf
大小:27KB
页数:1P
人气:64
4.3
1 h07-3镀锌表面专用漆 主要组成镀锌表面专用漆由特种树脂、改性聚酰胺固化剂、颜料、填料、助剂、稀释剂等组成。 主要特性由于镀锌表面比较光滑,油漆涂层与其的附着力低,很容易在镀锌层出现油漆脱落的问 题。再者锌是活泼金属,易与普通涂料(如醇酸漆)中的基料发生皂化反应生成锌皂, 破坏锌面与涂层的结合力,也导致油漆涂层附着不牢固。因此热镀锌表面需要镀锌表 面专用漆这种附着力强且具有钝化、缓蚀和屏蔽作用的涂料做底层。 主要用途热镀锌表面专用漆不但与镀锌层表面附着力佳,而且与铝、铝合金、不锈钢的表面附着 力也同样优秀。 技术指标 漆膜外观漆膜平整光滑,颜色符合标准样板 干燥时间,标准厚度单涂层,25℃表干≤1h,实干≤24h 附着力,划格法,级≤2 冲击强度50kg·cm 弯曲实验≤1mm 包装规格漆:20kg/桶,固化剂:2kg/桶 基本参


精华文档 在钢铁表面镀锡镀锌
格式:pdf
大小:257KB
页数:3P
人气:64
4.4
钢铁件镀锌层表面浸漆增强防护性能试验及予测 钢铁件镀锌层属阳极镀层.当锌镀层有针孔、划伤等缺陷而露出基体时,形成的腐蚀电池如图1所示,由于锌的标准电位比基体铁负,此时锌做为
格式:pdf
大小:12KB
页数:5P
人气:64
4.7

. 精品 铜排镀锡等表面处理三种工艺 铜排镀锡等表面处理三种工艺 1.铜排涂漆 1.1.此工艺属于淘汰落后工艺,现很少使用。 1.2.三相交流电路的母线均涂黑漆,在显眼处粘贴色标,a相为黄色,b相为绿色,c相为红色,零线或中性线涂淡蓝色漆,安全用的 接地线涂交替黄绿双色漆,无法区分极性、相序者涂白漆。 1.3.直流电路的正极涂棕漆,负极涂蓝色漆,接地中线涂淡蓝色漆。 1.4.检查母线的涂漆是否均匀,是否有流挂现象。 1.5.母线涂漆可采用喷漆或刷漆,色泽应均匀,边缘应整齐,不得有漏漆、挂漆现象,母线连接处不得沾漆。 1.6.同一元件,同一端的各相母线的涂漆界线应无明显不整齐现象。 1.7.母线的涂漆界线平齐。 2.铜排镀锡 2.1.工艺成熟.操作周期短,普遍采用。 2.2.弱点:时间长了表面发暗,人手做不到。不环保! 2.3.工艺流
格式:pdf
大小:339KB
页数:4P
人气:64
4.5
镀锡钢板表面钝化膜的形成机制 未来,重铬酸盐阴极电解钝化仍有一定的应用市场,对其成膜机理的深入了解,有助于从另一方面推动无铬钝化技术的发展。对镀锡钢板进行了重铬酸盐钝化,从理论上分析了其电化学钝化与化学钝化成膜的过程及膜的组成差异;采用电量法与光电子能谱(xps)法测定了镀锡钢板钝化前后表面的组成,验证了理论分析的结果;通过对不同钝化条件下得到的镀锡钢板表面的sn3d和cr2p峰的拟合,分析了钝化电量与电位对电化学和化学钝化过程的影响。结果表明:镀锡钢板表面重铬酸盐阴极电解钝化过程中电化学和化学2种钝化同时存在,膜的构成物分别为cr(oh)3,cr2o3。
格式:pdf
大小:9KB
页数:1P
人气:64
4.8
表面热镀锌处理 一.镀锌前检验 在镀锌前对灯杆的表面必须进行检验,是否存在焊渣等杂物,如存在必须进行清除。 二.镀锌前的预处理 1.去油:对灯杆表面进行必要的去油,在去油缸里浸没15至30分钟,去油后,必须在清 洗缸里进行清洗两次以上; 2.酸洗:对灯杆表面作除氧化层清洗,在盐酸中的时间为20-40分钟,灯杆表面氧化层洗 干净后,才能进行下道工序,如表面还有局部氧化层,使用专用工具打磨后,再酸洗10-20 分钟,酸液成份24小时分析一次。酸洗后,必须在清洗缸中进行清洗,洗去灯杆表面的酸 离子,清洗必须二次以上;(质控点) 3.助镀:当灯杆清洗完后,进入助镀工序。温度在60-70摄氏度,时间3分钟之内。助镀 剂成份8小时分析一次; 三.镀锌处理 4.镀锌:灯杆在进入镀锌缸时要慢慢浸入,在锌液中停留时间大约1-2分钟,然后灯杆慢 慢提起,使表面的锌流均匀平整,再进
最新文档 在钢铁表面镀锡镀锌
格式:pdf
大小:15KB
页数:1P
人气:64
4.3
表面处理(镀三价蓝白锌)质量协议 1.零件清单: 序号件号名称材质前工艺简图备注 1xxxxxxxxxc75s 淬火处理 hv475-540 2.质量基本要求: 2.1.表面质量:目视光亮平整,无针孔、起泡、变色、剥离、桔皮、海绵状、烧焦、麻点、粗糙、生锈、水渍、水 印、露底等外观缺陷;无磕碰、划伤、变形等缺陷;零件孔处不可有电镀液堆积或堵塞现象。 2.2.涂层厚度:6μm~12μm(提交试验报告/批),对钝化层、封闭层的厚度无强制要求,只需达到规定耐腐蚀性 能要求即可。 2.3.色差参考双方封存的样品对比。 2.4.所用原料牌号/厂商:乙方提出原料/厂商保密,且承诺不更换原料/厂商。 2.5.弹性紧固件由于氢的侵袭往往发生氢脆断裂,造成重大损失,析氢渗氢在整个电解镀锌中是不可避免的,电镀 供应商应提交完善的预防氢脆现象的控制计划,消除氢
格式:pdf
大小:234KB
页数:4P
人气:64
4.5
铸钢件表面镀锌层的质量评价 采用覆盖能力和分散能力好的电镀液对铸钢件进行电镀锌。按照国家相关标准对镀层进行质量检测,结果表明该镀层附着力强、光泽度好。通过电子扫描电镜对镀层表面形貌进行分析,结果表明该镀层厚度均匀、致密度好,镀层向基体金属方向呈现锌减少、铁增多的趋势。
格式:pdf
大小:65KB
页数:15P
人气:64
4.6
标准规范 钢铁锌(热浸镀锌)涂层产品系列 1.范围 1.1本规范的要求,包括锌涂层(镀锌)的热浸工艺,包括钢铁产品 从冲压到铸造的形状,铸件,板,形状。 1.2本规范包括非金属产品和金属制品业产品,例如,钢铁产品组装, 结构钢制造,大型管弯曲或焊接前镀锌,从未涂布钢丝并线的装配工 作。这个规范还包括钢锻件和铁铸件纳入件装配前镀锌,离心(或以 其他方式处理删除多余的镀锌浴金属)。 注1:─本规格涵盖产品参照以前在规格a123-78和a386-78中的 规定。 1.3本规范不适用于电线,管道,管,或连续式热浸镀生产的板材或 连续线少于22盖奇(0.0299英寸)[0.76毫米]厚。 1.4镀锌的硬件项目,是指将离心或以其他方式处理,以去除多余的 锌(例如作为螺栓和类似螺纹紧固件,铸件和钢材)应符合规范153 /a153m。 1.5材料
格式:pdf
大小:62KB
页数:1P
人气:64
4.4
JFE钢铁计划通过海外投资提高镀锡板产能 jfe钢铁公司计划将饮料罐和食品罐用镀锡板的年产能由目前的约300万t(包括日本国内和海外)提高到2020年的440万t。目前,正在研究在印度、越南和中东等地的新工厂建设和已有设备的扩张计划。
格式:pdf
大小:147KB
页数:未知
人气:64
4.3
新型钢铁表面除锈剂 我厂位于市东郊,交通便利、地理位置优越。“双亭”牌钢铁表面除锈剂适用于治金行业中的前处理,是彻底取代盐酸、硫酸划时代的最佳产品。该产品配方科学,无有害气体产生,改变了盐酸、硫酸除锈时所发生的酸雾弥漫、呛人窒息的恶劣操作环境,该产品于1992年6月通过江苏省科学技术委员会成果鉴定。热忱欢迎广大新老客户来人来函洽谈。产品介绍一、产品特点1.该产品与用盐酸或硫酸的酸洗旧工艺
格式:pdf
大小:64KB
页数:10P
人气:64
4.7
yb/t×××-201×《不锈钢精密钢带(片)》编制说明 1、工作简况 1.1任务来源 根据全国标准化技术委员会下达的钢标委[2012]10号文《关于下达全国钢标准化技术委员会 2012年第一批行业标准制修订项目计划的通知》(计划编号:2012-0054t-yb)的要求,由山西 太钢不锈钢股份有限公司、冶金工业信息标准研究院负责起草编制《不锈钢精密钢带(片)》。 1.2编制单位 编制单位:山西太钢不锈钢股份有限公司、冶金标准信息研究院 1.3主要工作过程 通过对国内外不锈钢精密钢带生产企业、用户及经销商的调研,目前国际国内上无统一的不 锈钢精密带钢标准,只有用于部分行业的专业标准,如日标jisg4313《弹簧用不锈钢冷轧钢带》 等,用户在订货时只能采用国标gb/t3280-2007、日标jisg4305附加特殊要求或采用企业标准, 使用过程非常不
格式:pdf
大小:6KB
页数:2P
人气:64
4.7
表面处理技术之钢铁发黑 表面处理技术之钢铁发黑 2009-3-9 钢制件的表面发黑处理,也有被称之为发蓝处理发黑处理现在常用的方法有传统的碱性加温发黑 和出现较晚的常温发黑两种。但常温发黑工艺对于低碳钢的效果不太好。 a3钢用碱性发黑好一些。碱性发黑细分出来,又有一次发黑和两次发黑的区别。发黑液的主要 成分是氢氧化钠和亚硝酸钠。发黑时所需温度的宽容度较大,大概在135摄氏度到155摄氏度 之间都可以得到不错的表面,只是所需时间有些长短而已。实际操作中,需要注意的是工件发黑 前除锈和除油的质量,以及发黑后的钝化浸油。发黑质量的好坏往往因这些工序而变化。金属“发 蓝”药液 采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过 程称为“发蓝”。 黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。
文辑创建者
我要分享 >
职位:给排水专业工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐