中建总公司钢结构工程施工工艺标准分条或分块安装法
2025-03-13
2.7 分条或分块安装法——施工准备 2.7.1 分条或分块安装法——技术准备 1.定义:分条或分块安装法,就是指网架分成条状或块状单元,分别由起重机吊装至高空 设计位置就位搁置,然后再拼装成整体的安装方法。 所谓条状,是指网架沿长跨方向分割为若干区段,而每个区段的宽度可以是一个网 格至三个网格,其长度则为短跨的跨度。 所谓块状,是指网架沿纵横方向分割后的单元形状为矩形或正方形。每个单元的重 量以现有起重机能力能胜任为准。 2.这种方法具有如下特点:首先是大部分焊接、拼装工作量在地面进行,有利于提高工程质 量,并可省去大部拼装支架。 其次是由于分条 (块)单元的重量与现场有起重设备相适应, 可利用现有起重设备吊装网架,有利于降低成本。此法易于在中小型网架中推广,但仍有 一定的高空作业量。 3.当采用分条吊装法时,正放类网架一般来说在自重作用下自身能形成稳定体系,可不考虑 加固措施,比较经济

2.16整体提升法——施工准备 2.16.1定义:整体提升法是指在结构柱上安装提升设备提升网架。 2.16.2整体提升法分类: 1.单提网架法:网架在设计位置就地总拼后,利用安装在柱子上的小型设备(穿心式液压千 斤顶)将网架整体提升到设计标高

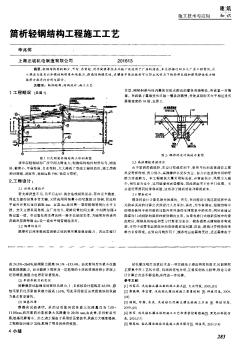
2.22.2操作工艺(四支点网架整体顶升) (a)平面(c)牛腿设置 图2.22.2-1四支点网架整体顶升 1.网架拼装
编辑推荐下载
格式:pdf
大小:367KB
页数:6P
人气:60
 4.4
4.4
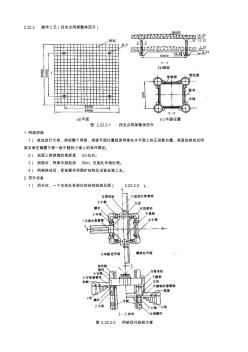
2.22.2操作工艺(四支点网架整体顶升) (a)平面(c)牛腿设置 图2.22.2-1四支点网架整体顶升 1.网架拼装 1)就地进行大拼,拼成整个网架,拼装平面位置就是网架在水平面上的正投影位置。高度由拼成后网 架支承在搁置于第一级牛腿的小梁上的条件确定。 2)地面上拼装墩的高度是2m左右。 3)拼装时,网架中部起拱50m,支座处未做处理。 4)网架拼成后,即按要求将围护结构及设备安装上去。 2.顶升设备 1)顶升时,一个支柱处各部位的结构组装见图(2.22.2-2)。 图2.22.2-2网架顶升组装示意 2)网架球铰支座放在十字梁上,通过它将荷载交替地传给上小梁和下小梁,上下小梁的规格相同,都 支承在钢柱的牛腿上,但其高程相差一个步距。 3)千斤顶放在上小梁与十字梁之间。所以在顶升状态,下小梁受力。在千斤顶回油时的搁置状态,上 小梁受力。 4)
格式:pdf
大小:1.5MB
页数:21P
人气:60
4.7
更多精品资源下载关注微信公众号:工程师智库 2.7分条或分块安装法——施工准备 2.7.1分条或分块安装法——技术准备 1.定义:分条或分块安装法,就是指网架分成条状或块状
热门文档 中建总公司钢结构工程施工工艺标准分条或分块安装法
格式:pdf
大小:316KB
页数:243P
人气:60
4.5

钢结构工程施工工艺标准 目录 1钢结构制作施工工艺标准 1.1钢结构零部件加工施工工艺标准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3-5 2钢结构安装施工工艺标 2.1单层钢结构安装施工工艺标准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3-21 2.2多层与高层钢结构安装施工工艺标准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3-26 2.3金属压型钢板安装施工工艺标准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3-32 2.4钢网架结构拼装施工工艺标准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3-36 2.5钢网架结构安装施工工艺标准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3-42 3钢结构焊接与连接施工工艺标准 3.1手工电弧焊焊接施工工艺标准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
格式:pdf
大小:322KB
页数:16P
人气:60
4.6
1-1 放样和号料工艺标准(ⅲ101) 1适用范围 本标准适应于钢结构制作中钢零件加工、组装、预拼装以及 检测等需要放样和号料的施工。 2施工准备 2.1材料 2.2.1主要材料:放样平台,以及根据样板、样杆的精度 要 求和使用频繁程度可选用下述材料制作:0.3~0.5㎜的薄 钢板、【胶合板、有机玻璃以及无伸缩、不褶皱的纸板、油 毡等】。 2.1.2配套材料:石笔、粉笔、红黄白三色油漆、小方木 料等。 2.2机具设备 电脑及cad绘图软件、钢尺、平尺、角尺、墨斗、样冲、 手锤、划针、划线规、划线盘、紧线钳、弹簧钢丝、水 平仪、计算器、钢号码等。 2.3作业条件 2.3.1施工用施工详图、工艺要求及数控切割程序已 下达。 2.3.2钢结构用钢材其品种、规格、性能应符合设计
格式:pdf
大小:138KB
页数:22P
人气:60
4.7
1钢结构制作施工工艺标准 1.1钢结构零部件加工施工工艺标准 1.1.1适用范围 适用于建筑钢结构的加工制作工序,包括工艺流程的选择、放样、号料、切割、矫正、成型、 边缘加工、管球加工、制孔、摩擦面加工、端部加工、构件的组装、和钢构件预拼装。 1.1.2引用标准 (1)《建筑钢结构施工手册》; (2)《钢结构工程施工质量验收规范》(gb50205—2001); (3)《建筑钢结构焊接技术规程》(jgj81—2002); (4)《钢结构高强度螺栓连接的设计、施工及验收规范》(jgj82—91)。 1.1.3术语 (1)零件:组成部件或构件的最小单元,如节点板、加劲肋、翼缘板等。 (2)部件:由若干零件组成的单元,如焊接h钢、牛腿等。 (3)构件:由若干零件、部件组成的钢结构基本单元,如梁、柱、支撑等。 (4)高强螺栓连接副:高强螺栓和与之配套
格式:pdf
大小:318KB
页数:17P
人气:60
4.8
1-1 放样和号料工艺标准(ⅲ101) 1适用范围 本标准适应于钢结构制作中钢零件加工、组装、预拼装以及 检测等需要放样和号料的施工。 2施工准备 2.1材料 2.2.1主要材料:放样平台,以及根据样板、样杆的精度要 求和使用频繁程度可选用下述材料制作:0.3~0.5㎜的薄 钢板、【胶合板、有机玻璃以及无伸缩、不褶皱的纸板、油 毡等】。 2.1.2配套材料:石笔、粉笔、红黄白三色油漆、小方木 料等。 2.2机具设备 电脑及cad绘图软件、钢尺、平尺、角尺、墨斗、样冲、 手锤、划针、划线规、划线盘、紧线钳、弹簧钢丝、水 平仪、计算器、钢号码等。 2.3作业条件 2.3.1施工用施工详图、工艺要求及数控切割程序已 下达。 2.3.2钢结构用钢材其品种、规格、性能应符合设计要求和现
格式:pdf
大小:4.8MB
页数:124P
人气:60
4.5
精心整理 精心整理 1钢结构制作施工工艺标准 1.0钢结构制作施工工艺标准 1.0.1总则 适用范围 当前,建筑钢结构在我国得到蓬勃的发展,为了适应建筑钢结构发展的需要,确保工程 质量,做到技术先进、经济合理、安全适用,制定本施工工艺标准。 本施工工艺标准适用于建筑钢结构的加工制作。 编制参考标准及规范 (1)《高层民用建筑钢结构技术规程》jgj99一1998 (2)《钢结构工程施工质量验收规范》gb50205-2001 (3)《建筑钢结构焊接技术规程》jgj81-2002 (4)《钢结构高强度螺栓连接的设计、施工及验收规范》jgj82-91 1.0.2术语符号 术语 (1)设计文件:设计图纸、施工技术要求和设计变更文件等的统称。 (2)材质证明书:由钢材生产部门或销售单位委托有资质的质量检测部门出具的某批 钢材质量的证明文件。 (3)零件:组成部件或构件的最小单元,如腹板
精华文档 中建总公司钢结构工程施工工艺标准分条或分块安装法
格式:pdf
大小:347KB
页数:15P
人气:60
4.6

3 1-1 放样和号料工艺标准(ⅲ101) 1适用范围 本标准适应于钢结构制作中钢零件加工、组装、预拼装以及 检测等需要放样和号料的施工。 2施工准备 2.1材料 2.2.1主要材料:放样平台,以及根据样板、样杆的精度 要 求和使用频繁程度可选用下述材料制作:0.3~0.5㎜的薄 钢板、【胶合板、有机玻璃以及无伸缩、不褶皱的纸板、油 毡等】。 2.1.2配套材料:石笔、粉笔、红黄白三色油漆、小方木 料等。 2.2机具设备 电脑及cad绘图软件、钢尺、平尺、角尺、墨斗、样冲、 手锤、划针、划线规、划线盘、紧线钳、弹簧钢丝、水 平仪、计算器、钢号码等。 2.3作业条件 2.3.1施工用施工详图、工艺要求及数控切割程序已 下达。 2.3.2钢结构用钢材其品种、规格、性能应符合
格式:pdf
大小:339KB
页数:17P
人气:60
4.5
. . 1-1 放样和号料工艺标准(ⅲ101) 1适用范围 本标准适应于钢结构制作中钢零件加工、组装、预拼装以及 检测等需要放样和号料的施工。 2施工准备 2.1材料 2.2.1主要材料:放样平台,以及根据样板、样杆的精度要 求和使用频繁程度可选用下述材料制作:0.3~0.5㎜的薄 钢板、【胶合板、有机玻璃以及无伸缩、不褶皱的纸板、油 毡等】。 2.1.2配套材料:石笔、粉笔、红黄白三色油漆、小方木 料等。 2.2机具设备 电脑及cad绘图软件、钢尺、平尺、角尺、墨斗、样冲、 手锤、划针、划线规、划线盘、紧线钳、弹簧钢丝、水 平仪、计算器、钢号码等。 2.3作业条件 . . 2.3.1施工用施工详图、工艺要求及数控切割程序已 下达。 2.3.2钢结构用钢材其品种、规格、性
格式:pdf
大小:275KB
页数:54P
人气:60
4.6
1 第5章钢结构工程施工工艺 5.1基本规定 (1)本施工工艺适用于工业与民用建筑的各种钢结构工程施工。 (2)本施工工艺遵照的规范和标准如下: 《建筑工程施工质量验收统一标准》(gb50300—2001);《钢结构工 程施工质量验收规范》(gb50205—2001);《建筑钢结构焊接规程》(jgj81 —2002);《厚度方向性能钢板》(gb—5313—1985);《碳素结构钢》 (gb700);《碳钢焊条》(gb5117);《气体保护焊用钢丝》(gb/t14958); 《钢焊缝手工超声波探伤方法和探伤结果分级》(gb11345-91);《钢的力 学及工艺性能试验取样规定》(gb2975);《气焊、手工电弧焊及气体保护 焊焊缝坡口的基本形式与尺寸》(gb985);《埋弧焊焊缝坡口的基本形式与 尺寸》(gb986);《钢焊缝手工超声波探伤方法和探伤
格式:pdf
大小:110KB
页数:20P
人气:60
4.4
钢结构工程施工工艺 材料准备 1钢材 建筑钢结构采用的钢材以碳素结构钢q235b。钢材应有质量保证书, 按图纸及有关规范进行复试,并应达到设计要求及国家有关标准的规定。 2钢材性能复验 钢材复验分化学成分分析及力学性能试验两部分。 (1)钢材的化学成分分析执行国家标准《钢的化学分析用试样取样 法及成品化学成分允许偏差》(gb222—1984)。 (2)钢材的力学性能试验执行国家标准《钢材力学及工艺性能试验 取样规定》(gb2975—1982),在产品标准或双方协议对取样另有规定时, 则按规定执行。 3焊条、焊丝及焊剂的选择 (1)手工焊 1)焊接3号钢时:采用t420~t425型焊条。 2)焊接10mn或10mnq钢时:采用t500~t505型焊条。 (2)自动焊或半自动焊 1)焊接3号钢时,一般情况下可采用h08、h08a、h08mna焊丝配 合高锰高硅型焊
格式:pdf
大小:185KB
页数:16P
人气:60
4.8
хххх钢结构加建工程施工方案 一、技术准备 1.根据工程特点,结合现场实际情况,绘出施工平面布置图 2.认真审核、熟悉施工图纸,领会设计意图,做好图纸会审。 3.明确工程内容,分析工程特点,并由技术负责人组织编制切 实可行的分部分项施工组织设计。明确钢结构与常规土建以及钢结构 与装饰工程的工作交接、互检、协调的具体内容与方法。 4.对施工班组进行有针对性的技术交底。 5.根据工程实际情况划分施工区域,并以此为依据确定劳动力及 材料需用量。制定流水作业图,具体细化到每道工序在每层、每个流 水段的作业部位及作业时间。 6.根据施工图提出半成品等材料加工计划。提早落实各种材料 的货源,并根据工程进度计划确定进场日期。同时要做好各种材料进 场的复试工作和样本、样品的报验工作。 7.根据工程的需要培训操作工人。特殊工种操作人员必须持证 上岗。 8.对照施工图查验现场实际情况,提前将无法按照设
最新文档 中建总公司钢结构工程施工工艺标准分条或分块安装法
格式:pdf
大小:187KB
页数:16P
人气:60
4.8
хххх钢结构加建工程施工方案 一、技术准备 1.根据工程特点,结合现场实际情况,绘出施工平面布置图 2.认真审核、熟悉施工图纸,领会设计意图,做好图纸会审。 3.明确工程内容,分析工程特点,并由技术负责人组织编制切 实可行的分部分项施工组织设计。明确钢结构与常规土建以及钢结构 与装饰工程的工作交接、互检、协调的具体内容与方法。 4.对施工班组进行有针对性的技术交底。 5.根据工程实际情况划分施工区域,并以此为依据确定劳动力及 材料需用量。制定流水作业图,具体细化到每道工序在每层、每个流 水段的作业部位及作业时间。 6.根据施工图提出半成品等材料加工计划。提早落实各种材料 的货源,并根据工程进度计划确定进场日期。同时要做好各种材料进 场的复试工作和样本、样品的报验工作。 7.根据工程的需要培训操作工人。特殊工种操作人员必须持证 上岗。 8.对照施工图查验现场实际情况,提前将无法按照设
格式:pdf
大小:571KB
页数:45P
人气:60
4.4
工程名称交底部位 工程编号日期 交底内容: 钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。 严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢 结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低 氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱 性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条 保温桶、钢丝刷、石棉布、测温计等。 2.2
格式:pdf
大小:153KB
页数:27P
人气:60
4.7
钢结构工程施工工艺 材料准备 1钢材 建筑钢结构采用的钢材以碳素结构钢q235b。钢材应有质量保证书,按图纸及有关规范进 行复试,并应达到设计要求及国家有关标准的规定。 2钢材性能复验 钢材复验分化学成分分析及力学性能试验两部分。 (1)钢材的化学成分分析执行国家标准《钢的化学分析用试样取样法及成品化学成分允许 偏差》(gb222—1984)。 (2)钢材的力学性能试验执行国家标准《钢材力学及工艺性能试验取样规定》(gb2975— 1982),在产品标准或双方协议对取样另有规定时,则按规定执行。 3焊条、焊丝及焊剂的选择 (1)手工焊 1)焊接3号钢时:采用t420~t425型焊条。 2)焊接10mn或10mnq钢时:采用t500~t505型焊条。 (2)自动焊或半自动焊 1)焊接3号钢时,一般情况下可采用h08、h08a、h08mna焊丝配合高锰高硅型焊剂或
格式:pdf
大小:196KB
页数:2P
人气:60
4.4
轻钢结构因耗铜少、节材、自重轻、制作简便等优点而被广泛运用于厂房的建造,本文根据辽阳正大厂房工程案例,引入预应力技术以加强结构刚度和承载力,提高结构稳定性,在檩条中张拉板材可以防止风吸力下的局部失稳和提高弹性受力幅值等方面进行分析与探讨。
格式:pdf
大小:50KB
页数:13P
人气:60
4.5
想做好预算一定得会两样最基本的东西: 1、识图(所以不会cad也不是不可以,但是不会画图不等于不会识图,不过 我个人认为还是学学对自己有好处。而且一般学习cad一个月就能上手了,不 是很难的东西) 2、懂得施工流程(说白了就是得总在施工现场多看、多听,你不一定要会动手 干活,但一定得会看活,没有哪个预算员没下过现场就成手的) 现在有很多预算软件(例:广联达),不能说它不好用,只是很贵的一套要好几 前rmb,一般都是成手的预算员才用的东西,现在没必要买。 注:如果你是甲方你就要懂的往下砍乙方的钱, 如果你是乙方你就要懂的往上加一些可有可无的钱。 说得再好听也没用,做预算就是给别人打工,要是干好,不仅要算的准,最主要 是算的好。 学好预算最简单的办法就是多看图、多下现场。说别的都是虚的 那个太累人了 特别是刚学出来,管你男生女生都要去建筑工地实习 运气好就2个月左右调回公司坐办公
格式:pdf
大小:353KB
页数:11P
人气:60
4.6
钢结构工程施工工艺标准 第1节钢结构手工电弧焊焊接工艺标准 1.1范围 本标准规定了钢结构手工电弧焊的施工要求、方法和质量控制标准。 本标准适用于工业与民用建筑中的桁架、网架(壳)结构、多层或高层框架结构、 门式钢架等钢结构制作和安装过程中的手工电弧焊焊接。 1.2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用 文件,其随后所有的修改单(不包括勘误的内容)或修订版不适用于本标准。凡是 不注日期的引用文件,其最新版本适用于本标准。 gb50300-2013建筑工程施工质量验收统一标准 gb50205-2001钢结构工程施工质量验收规范 gb985气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸 gb11345钢焊缝手工超声波探伤方法和探伤结果分级
格式:pdf
大小:1.8MB
页数:2P
人气:60
4.6
 钢结构工程施工工艺质量问题和治理对策探讨
钢结构工程施工工艺质量问题和治理对策探讨 近些年来,随着我国经济的发展,钢结构的使用范围越来越广泛,但是与此同时,也带来了一系列的钢结构工程施工工艺质量问题。为了保证钢结构的工艺质量,延长钢结构的使用寿命,必须根据钢结构工程施工工艺质量问题,提出相应的治理对策。
格式:pdf
大小:24KB
页数:18P
人气:60
4.6

钢结构工程施工安装合同 发包人(甲方): 承包人(乙方): 按照《中华人民共和国合同法》、《中华人民共和国建筑法》及其 他有关法律、行政法规,遵循平等、自愿、公平和诚实信用的原则, 双方就工程施工事项协商一致,签订本合同。 一、工程概况:本工程位于宜宾江安县,分为两个车间(150米 *32米*9米和150米*48米*16.5米),实行包工包料的承包形式,但 所有钢柱钢梁和瓦据合同约定单价按实结算。初步测算造价(门窗 除外)9米高车间为1293126元,单位造价为269.4元/平米, 16.5米高车间为3305385元,单位造价为459.08元/平米, 两车间合造价为4598511元。另油漆和运费由甲方承担,大 概需21万元左右(按实结算) 工程名称: 工程地点: 承包范围:乙方提供非报建的并经甲方认可的施工图(门窗由 甲方自购。) 工程结构形
格式:pdf
大小:128KB
页数:2P
人气:60
4.8
中建科字318号 签发人 混凝土结构工程施工 工艺标准 为中国建筑工程总公司企业技术标准 zjq00-sg-002-2003自203年10月1日起在集团内施行 主题词 总部质量安全与体系保证部
格式:pdf
大小:83KB
页数:11P
人气:60
4.8
《钢结构工程施工》课程标准 一、课程名称:钢结构工程施工 二、建议学时:52(30)学时(课堂教学:52学时;课外实践教学:30学时) 三、课程类别:职业岗位课程 四、课程目标: 《钢结构工程施工》课程着重培养钢结构行业从业人员的钢结构施工和管理 技能,课程主要讲授钢结构基本知识、建筑钢结构钢材的选用、钢结构的连接、 钢结构加工制作、钢结构涂装工程施工、钢结构安装常用机具设备、钢结构安装 准备、钢结构安装施工、网架结构工程安装、压型金属板工程和特种钢结构安装 等内容。通过本课程的教学,培养学生树立起质量意识,使学生掌握钢结构的加 工和安装的工序和质量控制,能够运用所学知识去进行钢结构施工设计和施工实 施;使学生能在国家规范、法律、行业标准的范围内,提交钢结构的施工方案, 完成施工设计并在施工一线付诸实施,具备从事本专业岗位需求的施工安装技 能。 五、典型工作任务
文辑创建者
我要分享 >
职位:幕墙门窗资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐