中碳钢的焊接
2024-05-18
(1)中碳钢的焊接性。中碳钢由于含碳量较高(0.25%~0.6%),焊接时有较大的热裂纹、冷裂纹和气孔倾向,焊接性较差。a.热裂纹。由于中碳钢含碳量较高,焊接过程中如果熔合比控制不当,使焊缝中含碳量增高,加上硫等杂质的影响,容易在焊缝中产生热裂纹。特别是在收弧部位,易产生弧坑裂纹,因此收弧时必须注意将弧坑填满。
编辑推荐下载
格式:pdf
大小:81KB
页数:2P
人气:91
 4.8
4.8

 中碳钢超厚壁缸体的焊接
中碳钢超厚壁缸体的焊接 液压缸体作为化纤打包机的关键部件,具有加工精度高、难度大、周期长等特点。本文就打包机超厚壁液压缸体的焊接进行探讨,缸体尺寸为φ515mm×φ375mm×3692mm,原材料选用35钢延碾管。由于原材料无法供应整体长度,需采用缸
格式:pdf
大小:545KB
页数:3P
人气:91
4.8
淬火态中碳钢焊接工艺优化 介绍通过局部退火处理、控制焊接热输入、优化焊道排布等途径,避免中碳钢淬火态结构件焊接裂纹的形成,并减小焊接件的表面硬度下降区域,获得满足使用要求,且性能优良的焊接结构件的工艺方法。
热门文档 中碳钢的焊接
格式:pdf
大小:7KB
页数:1P
人气:91
4.4
中碳钢mediumearbonsteel 含碳量在0.30一0.60%的碳钢。中国国家标准(gb699一88)中有30、35、40、 45、50、55、60及30mn、35mn、40mn、45mn、50mn、60mn13个钢号, 其中有6个为高锰量钢号。中碳钢的强度、硬度比低碳钢高,而塑性、韧性比 低碳钢略低,热锻、热压性能良好,冷加工变形能力居中等,切削性好,但焊 接性较差。中碳钢最适宜采用热锻、热冲压和金属切削加工,也可以在冷状态 下拉丝或冷徽、冷冲压,除特殊情况外,很少用它作焊接件。加工工艺的影响 中碳钢因含碳量较高,可以通过热处理强化。多采用调质处理以获得好的综合 力学性能。机械制造业中最常用的中碳调质钢是40、45和50号钢。与合金钢 相比,碳钢的主要缺点是淬透性较低,当工件的截面直径或厚度大于巧mm时 淬火效

精华文档 中碳钢的焊接
格式:pdf
大小:142KB
页数:1P
人气:91
4.7
低碳钢的焊接 (1)低碳钢的焊接性。低碳钢由于其含碳量和合金元素量较少,其焊接性较好。焊接低碳钢时,一般不需要采取特殊的工艺措施,对焊接电源没有特殊要求,交、直流弧焊电源均可。低碳钢焊缝的综合力学性
格式:pdf
大小:13KB
页数:1P
人气:91
4.6
中国科技期刊数据库工业c 2015年13期49 低碳钢的焊接性与焊接缺陷分析 王建 河北佳意空调净化工程有限公司,河北石家庄050000 摘要:主要围绕着低碳钢展开了分析,分析了低碳钢的焊接性,论述了低碳钢存在的焊接缺陷,针对低碳钢焊接性和焊接缺 陷提出了改进的措施和建议,可以有效提高低碳钢的焊接质量。 关键词:低碳钢;焊接性;焊接缺陷 中图分类号:tg457.11文献标识码:a文章编号:1671-5810(2015)13-0049-01 1低碳钢的焊接性 1.1焊接方法 低碳钢焊接性好,几乎可以选择所有的焊接方法,并能 保证焊接接头的良好质量,例如氧乙炔、焊条电弧焊、埋弧 焊、氩弧焊、二氧化碳气体保护焊、电渣焊、等离子弧焊、 电阻焊、摩擦焊和钎焊等。近年来新开发的一些高效、高质 量的焊接方法和焊接工艺也在低碳钢焊接中得到了广泛应 用,例如高效率铁
格式:pdf
大小:21KB
页数:3P
人气:91
4.8
低碳钢的焊接性与焊接缺陷分析 摘要:低碳钢由于含碳量较低,焊接性较好,在焊接生产上得到了广泛的 应用。本文分析了低碳钢的焊接性和常见焊接缺陷,并针对各种焊接缺陷提出了 预防措施。 关键词:低碳钢;焊接性;焊接缺陷 低碳钢的碳含量较低,合金元素锰和硅的含量亦不高。总的来说,其焊 接性良好,不会因焊接热周期的快速冷却,引起淬硬而使组织脆化。因此,在焊 接板厚小于70mm的焊件时,焊前不需预热,不必严格保持层间温度。除了锅炉、 压力容器等重要的焊接结构外,焊后不必作消除应力处理,整个焊接过程不必采 取特殊的工艺措施,焊接性能优良。当采用高热输入焊接法焊接低碳钢时,也会 出现各种问题[1]。 1低碳钢的焊接性 1.1焊接方法 低碳钢焊接性好,几乎可以选择所有的焊接方法,并能保证焊接接头的 良好质量,例如氧乙炔、焊条电弧焊、埋弧焊、氩弧焊、二氧化碳气体保护焊、 电
格式:pdf
大小:41KB
页数:2P
人气:91
4.7
低碳钢的焊接性与焊接缺陷分析 低碳钢由于含碳量较低,焊接性较好,在焊接生产上得到了广泛的应用。本文分析了低碳钢的焊接性和常见焊接缺陷,并针对各种焊接缺陷提出了预防措施。
最新文档 中碳钢的焊接
格式:pdf
大小:454KB
页数:2P
人气:91
4.7
高碳钢的焊接性与焊接缺陷分析 本文从焊接方法、焊接材料等方面分析了高碳钢的焊接性,并针对高碳钢焊接时容易出现的焊接缺陷提出了相应的预防措施。
格式:pdf
大小:960KB
页数:3P
人气:91
4.5
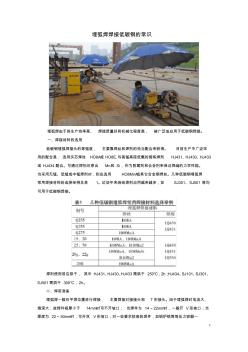
1 埋弧焊焊接低碳钢的常识 埋弧焊由于其生产效率高、焊接质量好和机械化程度高,被广泛地应用于低碳钢焊接。 一、焊接材料的选用 低碳钢埋弧焊接头的等强度,主要靠焊丝和焊剂的恰当配合来获得。目前生产中广泛采 用的配合是:选用实芯焊丝ho8a或ho8e,与高锰高硅低氟的熔炼焊剂hj431、hj430、hj433 或hj434配合。可通过焊剂还原出mn和si,作为脱氧剂和合金剂来保证焊缝的力学性能。 当采用无锰、低锰或中锰焊剂时,则应选用ho8mna或其它合金钢焊丝。几种低碳钢埋弧焊 常用焊接材料的选择举例见表1。近些年来烧结焊剂应用越来越多,如sj301、sj501等均 可用于低碳钢焊接。 焊剂使用前应烘干,其中hj431、hj430、hj433需烘干250℃,2h;hj434、sj101、sj301、 sj501需烘干300℃,2h。 二、焊前准备
格式:pdf
大小:48KB
页数:1P
人气:91
4.3
浅谈中碳钢铸件焊补工艺 对于水泥设备中常用的大型铸件如托轮、轮带、齿圈等,在铸造以及现场使用过程中往往会出现裂纹、气孔、砂眼等大的缺陷,对以上产品进行补焊是必要的,如何补焊对其使用
格式:pdf
大小:9KB
页数:5P
人气:91
4.5
灰口铸铁与碳钢的焊接 (1)灰口铸铁与碳钢的焊接特点 灰口铸铁与碳钢的焊接,在机床床身、底座、机架、齿轮箱及发动机缸体上应用 较多,主要焊接特点如下。 ①灰口铸铁与碳钢焊接时,铸铁中的碳以片状石墨形式存在,分布在铁素体、 珠光体或珠光体铁素体基体上。石墨片相当于孔洞和裂纹,割裂基体的连续性, 降低了接头的力学性能。 ②焊接接头承受拉伸应力时,容易在片状石墨尖角处产生应力集中,因而裂纹 倾向增加,并容易产生气孔。 ③当焊接接头承受压缩应力时,石墨割裂基体和造成的应力集中很小。因此具 有较高的抗压强度。 ④灰口铸铁与碳钢的焊缝中石墨数量越多、越粗大、片状分布越明显,割裂基 体作用越大,力学性能也越差。 ⑤由于铸铁中含碳量高、杂质多,焊接接头容易产生白口组织,在焊接应力作 用下极易发生裂纹和断裂。 ⑥灰口铸铁与碳钢的焊接性差,必须选择合适的焊接方法及填充材料,采取特 殊的焊接工艺
格式:pdf
大小:487KB
页数:16P
人气:91
4.4
低碳钢的焊接工艺 1、材料的认识 钣金车间所焊的工件主要有冷轧板、热轧板、槽钢、镀锌板、不锈钢等。其中所用的冷轧板、热轧板、镀锌板的 材质为q195,槽钢的材质为q235.这两种材质都属于碳素钢。下面介绍各种材料的定义。 1.1冷轧板、热轧板 热轧,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。根据用户的不同需求,经 过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带 产品。 冷轧:用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化 使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。 冷轧板跟热轧板的区别: 1)热轧板硬度低,加工容易,有较好的韧性和延展性,但机械性能远不及冷加工,也次于锻造加工。 2)冷轧板采用冷扎加工表面无氧化皮,
格式:pdf
大小:90KB
页数:未知
人气:91
4.6
中碳钢的焊接工艺要点 (1)预热。预热有利于减低中碳钢热影响区的最高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。
格式:pdf
大小:427KB
页数:3P
人气:91
4.7
中碳钢管焊接热裂纹产生的原因及对策 中碳钢总体来说焊接性差,若焊材的选择不当或工艺处理不当都会导致焊接热裂纹的出现,热裂纹的产生主要与焊材或母材中碳、硫、磷含量过高有关,与焊接工艺方法也有一定关系。为避免热裂纹的出现,必须制订合理的焊接工艺,减少碳、硫、磷有害合金元素溶入焊缝,采用抗裂性好的碱性焊条或tig焊接及适当的工艺措施等,对解决热裂纹有重要的意义。
格式:pdf
大小:58KB
页数:未知
人气:91
4.6
中碳钢厚壁高压管道TIG焊接 中碳钢厚壁高压管道tig焊接林成德(鞍钢建设机电公司114003)0引言我公司承担的鞍钢宽厚板工程高压水除磷管道,材质为45钢,规格为φ325×45,其工作压力为250mpa,试验压力310~350mpa,它不仅具有碳当量高(0.56~0.65)、管...
文辑创建者
我要分享 >
职位:给排水专业工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐