重型机械通用技术条件焊接件
2025-03-29

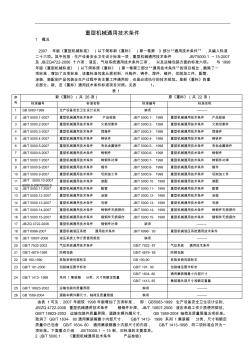
重型机械通用技术条件 1概况 2007年版《重型机械标准》(以下简称新《重标》)第一卷第3部分“通用技术条件”,共编入标准 二十六项。其中包括:生产设备安全卫生设计标准一项,重型机械通用技术条件jb/t5000.1~15-2007 及jb/zq4722-2006十六项,液压、气动系统通用技术条件三项,以及运输包装方面的标准六项。与1998 年版《重型机械标准》(以下简称原《重标》)第一卷第三部分“通用技术条件”的项目相比,删除了一 项标准,增加了五项标准,该套标准包含从原材料、外购件、铸件、焊件、锻件、切削加工件、配管、 涂装、装配到产品包装全生产过程中各主要工序通用的,也是必须执行的技术规范。是新《重标》的重 点部分。新、旧《重标》通用技术条件标准项目对照。见表1。 表1 序 号 新《重标》(共26项)原《重标》(共22项) 标准编号
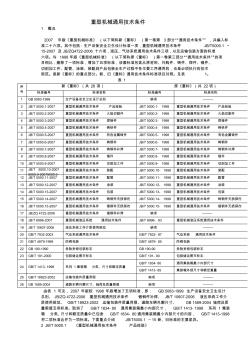
重型机械通用技术条件 1概况 2007年版《重型机械标准》(以下简称新《重标》)第一卷第3部分“通用技术条件”,共编入标 准二十六项。其中包括:生产设备安全卫生设计标准一项,重型机械通用技术条件jb/t5000.1~ 15-2007及jb/zq4722-2006十六项,液压、气动系统通用技术条件三项,以及运输包装方面的标准 六项。与1998年版《重型机械标准》(以下简称原《重标》)第一卷第三部分“通用技术条件”的项 目相比,删除了一项标准,增加了五项标准,该套标准包含从原材料、外购件、铸件、焊件、锻件、 切削加工件、配管、涂装、装配到产品包装全生产过程中各主要工序通用的,也是必须执行的技术 规范。是新《重标》的重点部分。新、旧《重标》通用技术条件标准项目对照。见表1。 表1 序 号 新《重标》(共26项)原《重标》(共22项) 标准编号
编辑推荐下载
格式:pdf
大小:573KB
页数:32P
人气:87
 4.7
4.7
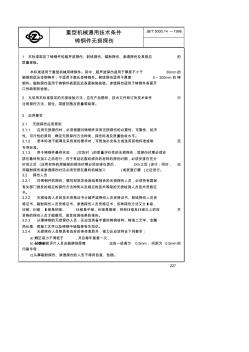
227 重型机械通用技术条件 铸钢件无损探伤 —jb/t5000.141998 1本标准规定了铸钢件的超声波探伤、射线探伤、磁粉探伤、渗透探伤及其相应的 质量等级。 本标准适用于重型机械用铸钢件。其中,超声波探伤适用于厚度不小于的30mm 碳钢和低合金钢铸件;不适用于奥氏体铸钢件。射线探伤适用于厚度~的铸5300mm 钢件。磁粉探伤适用于铸钢件表面及近表面缺陷检验。渗透探伤适用于铸钢件表面开 口性缺陷的检验。 2凡采用本标准规定的无损检验方法,应在产品图样、技术文件和订货技术条件中 注明探伤方法、部位、深度范围及质量等级等。 3应用要求 3.1无损探伤应用原则 3.1.1应用无损探伤时,必须根据对铸钢件采用无损探伤的必要性、可靠性、经济 性、可行性的原则,确定无损探伤方法种类、探伤标准及质量验收水平。 3.1.2若本标准不能满足采用者的要求时,可附加补充条文
格式:pdf
大小:90KB
页数:2P
人气:87
4.4
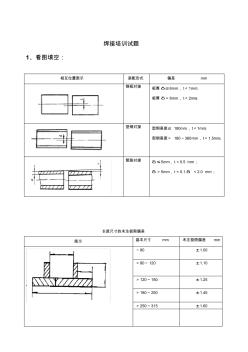
焊接培训试题 1、看图填空: 相互位置图示装配形式偏差mm 钢板对接板厚δ≤6mm,t<1mm; 板厚δ>6mm,t<2mm。 型钢对接型钢高度≤180mm,t<1mm; 型钢高度>180~360mm,t<1.5mm。 管路对接δ≤5mm,t<0.5mm; δ>5mm,t<0.1δ<2.0mm; 长度尺寸的未注极限偏差 图示基本尺寸mm未注极限偏差mm ~80±1.00 >80~120±1.10 >120~180±1.25 >180~250±1.45 >250~315±1.60 焊缝外形尺寸及焊接缺陷单位为mm图示 焊缝外形尺寸及焊接缺陷单位为mm图示 气孔或夹渣δδ≤0.10δ≤1.5 累积长度不超过焊缝全长的10%。 在50mm的焊缝长度上,单个气孔 不大于0.5δ,但不得大于3mm, 气
热门文档 重型机械通用技术条件焊接件
格式:pdf
大小:460KB
页数:12P
人气:87
4.7
1范围 本标准规定了锻压机械、金切机床和其它产品用焊接件制造和验收基本要求。 本标准适用于碳素结构钢、低合金结构钢采用气焊、手工电弧焊、埋弧焊、气体保护 焊等方法制造的本集团公司各类产品焊接件。 本标准将零件分为a级和b级,分别适用于a级和b级焊接构件。a级应在图样的技 术要求中注明,b级不需要注明。当图样和技术文件无要求时,按b级。 2引用标准 gb150-89钢制压力容器 gb2649–2655-89焊接接头机械性能试验方法 gb2656-81焊缝金属和焊接接头的疲劳试验法 dinen9013气割件质量级别 dinen13920焊接构件的普通公差 kes04.052.3焊接构件的普通公差(komatsu) 3焊工资格 焊工必须持有焊工技术资格证和焊工安全技术操作证方可进行独立焊接工作。 4材料 4.1制造焊接件的
格式:pdf
大小:130KB
页数:未知
人气:87
4.8
 《工程机械焊接件通用技术条件》标准中存在的问题
《工程机械焊接件通用技术条件》标准中存在的问题 jb/t5943—91《工程机械焊接件通用技术条件》发布后,我厂在贯彻中遇到了一些问题,现谈谈我们的看法。jb/t5943一913.3.2.5,3.3.2.6,3.3.2.7,3.6.5,3.6.6,3.6.7,3.6.8,条款的文字叙述与图示有矛盾。
精华文档 重型机械通用技术条件焊接件
格式:pdf
大小:587KB
页数:12P
人气:87
4.4

1.主题内容与适用范围 本标准规定了本公司产品焊接件的技术要求,试验方法和检验规则。 本标准适用于本公司生产的造纸机械、矿山机械、环保设备及其它产品焊接件的制造和检 验。若本标准规定与图纸要求相矛盾时,应以图纸要求为准。 本标准适用于碳素结构钢、低合金结构钢和不锈钢材料,采用手工电弧焊、co2气体保护 焊及氩弧焊方法制造的焊接件。 2.技术要求 材料 用于制造焊接结构件的原材料(板材、型材等)的牌号、规格、尺寸应符合图样或技 术文件的要求,若不符时,应按公司内材料代用制度办理材料代用。 用于焊接件的材料(钢板、型钢、铸钢、焊条、焊丝等)购进时,应有质量证明书, 并按材料标准规定检验合格后,方准入库使用。 对无牌号、无质证书的原材料和焊材,必须进行检验和鉴定。其成份和性能符合要求 时方准使用。 钢板的初步矫正 各种钢材在划线前,不能有较大的变形,其形状公差不得超出下列规定: a.钢板
格式:pdf
大小:25KB
页数:2P
人气:87
4.4
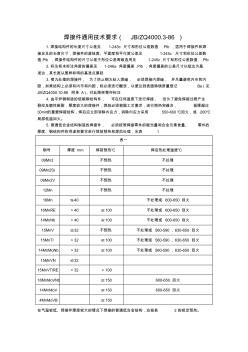
焊接件通用技术要求(jb/zq4000.3-86) 1.焊接结构件的长度尺寸公差见1-245c尺寸和形位公差数值.plb,适用于焊接件和焊 接足见的长度尺寸,焊接件的直线度、平面度和平行度公差见1-245c尺寸和形位公差数 值.plb,焊接件结构件的尺寸公差于形位公差等级选用见1-245c尺寸和形位公差数值.plb 2.标注和未标注角度的偏差见1-246a角度偏差.plb,角度偏差的公差尺寸以短边为基 准边,其长度从图样标明的基准点算起 3.喷丸处理的焊接件,为了防止钢丸钻入焊缝,必须焊接内焊缝,并尽量避免内市和内 腔,如果结构上必须有内市和内腔,则必须进行酸洗,以便达到表面除锈质量登记be(见 jb/zq4000.10-86附录a),对此图样需作标注 4.由平炉钢制造的低碳钢结构件,可在任何温度下进行焊接,但为了避免焊接过程产生 裂纹及脆

格式:pdf
大小:72KB
页数:1P
人气:87
4.4
《重型机械通用技术条件第6部分:铸钢件》等5项国家标准公开征求意见 根据国家标准委"2017年第一批国家标准制修订计划"(国标委综合[2017]55号)等文件的要求,由全国大型铸锻件标准化技术委员会归口的《大型齿轮、齿圈锻件技术条件》、《大型开式齿轮铸钢件技术条件》和《重型机械通用技术条件第6部分:铸钢件》、《第7部分:铸钢件补焊》、
最新文档 重型机械通用技术条件焊接件
格式:pdf
大小:356KB
页数:7P
人气:87
4.7
精心整理 涂漆通用技术条件 sdz014-85 本标准适用于水利电力系统金属结构及机电产品钢铁表面的涂漆。 1涂漆颜色的规定 1.1颜色的选择应符合gb3181-82《漆膜颜色标准样本》的规定。 1.2警觉部位:警觉部位宜采用黄色和黑色相间的斜道。黄道和黑道的宽度相等,一 般为100mm。根据机械的大小和安全标志位置的不同,可以采用适当的宽度。在较小 的面上,每种颜色应不少于两道。斜道一般与水平面成45°角。黄黑道倾斜的方向 以机械的中心线为对称轴呈对称形。也可采用红白道。 1.3转动件:对于裸露且未加防护的转动部件,如飞轮、皮带轮、齿轮、行星轮等的 轮辐及外露转动轴的端部均涂红色。 1.4润滑件:润滑系统的油咀、油杯、油塞、注油孔、注油器、压力润滑器等外表面 而或安装部位均涂红色。 1.5防险装置:防险装置的按钮、紧急信号指示器、安全标志等表面涂红色。 1.6各种管器
格式:pdf
大小:545KB
页数:12P
人气:87
4.3
. 整理范本编辑word! 涂漆通用技术条件 sdz014-85 本标准适用于水利电力系统金属结构及机电产品钢铁表面的涂漆。 1涂漆颜色的规定 1.1颜色的选择应符合gb3181-82《漆膜颜色标准样本》的规定。 1.2警觉部位:警觉部位宜采用黄色和黑色相间的斜道。黄道和黑道 的宽度相等,一般为100mm。根据机械的大小和安全标志位置的不 同,可以采用适当的宽度。在较小的面上,每种颜色应不少于两道。 斜道一般与水平面成45°角。黄黑道倾斜的方向以机械的中心线为 对称轴呈对称形。也可采用红白道。 1.3转动件:对于裸露且未加防护的转动部件,如飞轮、皮带轮、齿 轮、行星轮等的轮辐及外露转动轴的端部均涂红色。 1.4润滑件:润滑系统的油咀、油杯、油塞、注油孔、注油器、压力 润滑器等外表面而或安装部位均涂红色。 1.5防险装置:防险装置的按钮、紧急信号指示器、安全标志等表
格式:pdf
大小:207KB
页数:12P
人气:87
4.7
1 交通部上海港口机械制造厂 企业标准 铸铁件通用技术条件 说明 本标准适用于重量在10吨以下的灰口铸铁和一般球墨铸铁件,对本标准中未定 的特殊要求,应在图纸或专用技术条件中补充规定,铸铁外表毛坯质量按厂标“jq/gj8 —4—82铸铁件毛坯质量评级标准”检验和验收。 凡本标准中所以用的国标,部标或其他标准,均以最新标准为准。 一技术要求 1、铸铁的牌号、机械性能应符合国标gb976—67的规定。 2、灰口铸铁件验收的主要依据为抗弯强度或抗拉强度对硬度值和挠曲度值有测 定要求者应特别指出。 3、球墨铸铁件机械性能以抗拉强度、延伸率及冲击值为依据,其化学成分、金 相组织和硬度值的误差,如图纸无特殊要求,一般不做验收依据。 4、铸铁件的外形和尺寸均应符合图纸要求,机械加工余量按(表1)(表2)(表 3)(表4)规定的加工余量标准。 5、铸铁件尺寸偏差按(表5)(表6)
格式:pdf
大小:124KB
页数:1P
人气:87
4.7
论述重型机械焊接零部件的计算机辅助焊接工艺 重型机械的相关零部件的焊接工艺有着较为严格的要求,通过焊接技术人员不断探索,逐渐将计算机的辅助作用引入了焊接工艺之中,凭借计算机在焊接过程中的辅助效果实现了焊接环节在焊接技术上的提升,从而促进了重型机械相关零部件的焊接效果.本文就重型机械在零部件焊接过程中所以通过计算机进行辅助的技术进行了分析研究.
格式:pdf
大小:323KB
页数:2P
人气:87
4.5
工业机械电气设备通用技术条件(摘要)(四) 6电击的防护6.1概述电气设备应具备在下列情况下保护人们免受电击的能力:——直接触电;——间接触电。应使用6.2和6.3规定的防护措施来达到这个要求。如果采用6.4规定的pelv保安特低电压,直接触电和间接触电两种电击防护均可获得解决。6.2直接触电的防护
格式:pdf
大小:1.8MB
页数:21P
人气:87
4.4

泡沫灭火剂通用技术条件 gb15308—94 国家技术监督局1994—12—19批准1995—07—01实施 本标准参照采用iso/cd7203—1《用于顶部施放的低倍泡沫灭火剂》、iso/cd7203 —2《中倍数、高倍数泡沫液技术条件及灭火方式》和iso/cd7203—3《用于顶部施放的 低倍抗溶泡沫灭火剂》。 1主题内容 本标准规定了机械泡沫灭火剂的技术要求、试验方法、检验规则、标志、包装、运输和 贮存要求。 本标准适用于所有灭b类火的机械泡沫灭火剂。 2引用标准 gb484车用汽油 gb686化学试剂丙酮 3定义 3.1泡沫灭火剂foamextinguishingagent 与水混溶,通过化学反应或机械方法产生泡沫的灭火剂。 3.2蛋白泡沫灭火剂(p)proteinfoamextinguishingagent 由天
格式:pdf
大小:127KB
页数:9P
人气:87
4.5

筑神-建筑下载:http://www.***.*** 木家具通用技术条件 1主题内容与适用范围 本标准规定了木家具的技术要求和实验方法。 本标准适用于木家具及其它家具的木制件。 2引用标准 gb/t3326桌、椅、凳类主要尺寸 gb/t3327柜类主要尺寸 gb/t3328床类主要尺寸 gb4893.1~4893.9家具表面漆膜测定法 gb/t10357.1~10357.6家具力学性能测试 zby80002家具表面软质覆面材料剥离强度的测定 zby80003家具表面硬质覆面材料剥离强度的测定 3术语 3.1翘曲度 翘曲度是指产品(部件)表面上的整体平整程度。 3.2平整度 平整度是指产品(
格式:pdf
大小:222KB
页数:12P
人气:87
4.3
电缆防火涂料通用技术条件 generaltechnicalspecificationsforfireresistive coatingofcable 自1998-10-1起执行 前言本标准理化性能依据gb/t1723、gb1728、gb6753.1等现有 的涂料理化性能标准;阻燃性能依据gb12666.5《电线电缆燃烧 试验方法第五部分:成束电线电缆燃烧试验方法》并根据我国目 前电缆防火涂料的实际发展水平制定的。gb12666.5等效采用 iec332-3第2号修正(1987)《电缆在火焰条件下试验第三部分: 成束电线电缆燃烧试验》。 制定本标准的目的是为了使电缆防火涂料产品有一个统一 的、科学的产品标准以指导该类产品的研制、开发和生产,并为 该类防火安全产品的质量监督提供可靠的检验依据。 本标准是关于防火安全产品的标准,属于强制性
文辑创建者
我要分享 >
职位:岩土工程技术副总工
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐