铸辗复合成形的25Mn钢法兰热处理工艺的试验研究
2024-04-28
以铸辗复合成形的25Mn钢法兰为研究对象,研究热处理工艺参数对25Mn钢法兰微观组织及力学性能的影响;通过扫描电镜观察分析,揭示25Mn钢法兰件经不同回火温度处理后拉伸与冲击断口的断裂机理。试验结果表明,辗扩后法兰件内存在残余应力,组织不均匀,拉伸与冲击断裂形式主要为准解理和脆性断裂。在220~660℃回火时,晶粒得到细化,组织均匀;低温回火后,断口形貌为河流状花样和撕裂棱,韧窝少而浅,断裂形式为剪切和解理断裂;且随着回火温度的升高,强度总体呈下降趋势;经620℃回火析出细粒状碳化物,塑性达到峰值,伸长率和断面收缩率分别约为29%和65.32%,此时韧窝密度大,深度变深,冲击吸收能量最大(约103 J),塑韧性最好。回火温度大于620℃,碳化物发生球化,塑韧性降低。为获得优良的综合力学性能,制定25Mn钢法兰的最佳热处理工艺为880℃淬火保温2 h,在10%NaCl水溶液中冷却后620℃回火10 h。

65Mn钢热处理工艺的改进
 H13钢法兰锻件模具的热处理工艺改进
H13钢法兰锻件模具的热处理工艺改进 针对h13钢法兰锻造模具出现早期失效现象,进行热处理工艺研究。结果表明,经1050℃淬火、640℃一次回火、660℃二次回火,模具具有耐磨性好、耐疲劳性好的优点,一套模具可生产法兰锻件1500件,延长了模具寿命。
编辑推荐下载
格式:pdf
大小:344KB
页数:未知
人气:71
 4.7
4.7
65Mn弹簧垫圈热处理工艺 对65mn波浪形弹簧垫圈原有的回火工艺加以改进,采用不同的工艺对其进行热处理,并作压缩试验检测弹性性能,比较、分析各种工艺热处理后弹簧垫圈压缩试验的结果,结果表明弹簧垫圈最佳热处理工艺为260℃低温回火。
热门文档 铸辗复合成形的25Mn钢法兰热处理工艺的试验研究
格式:pdf
大小:392KB
页数:3P
人气:71
4.4
高压法兰锻件热处理工艺实践 本文根据高压法兰锻件力学性能的特点,通过试验研究,制定了正确热处理工艺,为高强度锻件的生产提供了技术支持。
格式:pdf
大小:162KB
页数:未知
人气:71
4.3
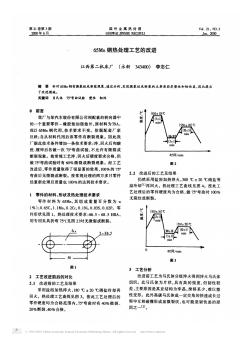
65Mn钢爪型接地弹簧垫圈热处理工艺的改进 65mn钢爪型接地弹簧垫圈是某厂的一项新产品(见图1)。它集平垫圈和弹簧垫圈的作用于一身,广泛地应用于电器开关柜上。由于在控制过程中热处理工艺参数选用不当,使用时常出现断裂或变形,废品率高达25%以上。受该厂委托,我们运用正交设计法,对垫圈热处理工艺进行了改进,使垫圈质量得到了改善,降低了废品率。
格式:pdf
大小:9KB
页数:1P
人气:71
4.4
轴承钢的热处理工艺研究 【摘要】本文主要介绍了gcr15simov轴承钢热处理工艺的相关实验研究。 随着淬火温度的升高,gcr15simov轴承钢的淬火硬度与强度均呈现上升的趋 势,延伸率下降,金相组织为板条马氏体和未溶碳化物;随着回火温度的升高, gcr15simov式样的硬度呈现下降的趋势,sem组织为回火马氏体和细小弥散 的碳化物;gcr15simov轴承钢经过860℃保温30min淬火油冷,随后在200℃ 保温4个小时空冷,得到的力学性能最佳,其接触疲劳强度能够达到108次。 【关键词】gcr15simov;热处理;力学性能 轴承材料的力学性能一方面受到材料成分以及冶金质量的影响,另一方面还 会受到热加工工艺的影响[1-2]。gcr15是一种比较常用的轴承钢材料,其热处理 制度通常采用淬火加低温回火的热处理工艺,主要目的是为了获得耐磨性较好
格式:pdf
大小:335KB
页数:5P
人气:71
4.3
基于铸辗复合成形工艺的Q235B环形铸坯 短流程铸辗复合成形工艺利用铸造环坯直接辗扩成形,具有节能、节材和缩短工艺流程等优点。在这种新工艺中,冶炼、铸造工艺对铸坯质量、组织、力学性能有很大的影响。以法兰常用的q235b碳素钢为研究对象,设计了冶炼铸造工艺,应用procast有限元分析软件对环件的砂型铸造工艺过程进行数值模拟,得到了铸坯不同位置的微观组织,并对缩孔缩松进行了预测;采用砂型铸造工艺对环件铸坯进行工业实验,分析了铸坯的显微组织和力学性能。结果表明,数值模拟结果与实验结果基本吻合;采用该铸造工艺得到的环件铸坯具有较好的力学性能,为后续辗扩工艺的顺利进行提供了有力保障。
精华文档 铸辗复合成形的25Mn钢法兰热处理工艺的试验研究
格式:pdf
大小:283KB
页数:4P
人气:71
4.6
u71mn钢钢轨轨端热处理工艺改进 李德虹 1 ,王权 2 (1包钢钢联股份公司轨梁厂精整车间,内蒙古包头014010;2包钢技术中心,内蒙古包头014010) 摘要:对钢轨轨端采用加热空冷、加热风冷、淬火+回火3种不同的工艺进行热处理,并对处理后钢轨踏面的组 织、性能进行对比分析。结果表明,钢轨轨端采用加热风冷的热处理工艺是可行的,用该工艺处理后钢轨轨端的 组织、性能能够满足标准要求。 关键词:u71mn钢钢轨;轨端淬火;工艺改进 中图分类号:u2134文献标识码:a文章编号:02546051(2004)12006504 improvementoftheheattreatmentprocessofu71mnsteelrailhead lidehong1,wangquan
格式:pdf
大小:176KB
页数:未知
人气:71
4.7
Al-Cu-Mn系新型铝合金热处理工艺研究 采用l27(313)正交试验方法对一种新型al-cu-mn系新型铸造铝合金热处理工艺进行了研究。结果表明:该合金的最佳的热处理工艺为:550℃×10h固溶+170℃×5h时效。在此热处理制度下该铝合金具有较高的硬度125hbs。
格式:pdf
大小:1.6MB
页数:4P
人气:71
4.4
铜铝冷轧复合薄带热处理工艺研究 利用金相显微镜和万能材料试验机,通过界面组织观察和力学性能测试,系统研究了铜/铝/铜冷轧复合薄带的热处理工艺,并讨论了热处理工艺参数对铜铝冷轧复合薄带界面组织和力学性能的影响规律.通过研究,得出如下结论:随退火温度升高或保温时间的延长,复合带强度降低,塑性增强;退火后复合带界面宽度为2~5μm,界面有脆性化合物cual2,cual和cu9al4生成;410℃退火,保温10min时复合带综合性能最佳,为复合薄带的最佳热处理工艺.
格式:pdf
大小:206KB
页数:3P
人气:71
4.4
65Mn钢弹簧垫圈热处理工艺改进 65mn钢弹簧垫圈合格率很低,通过分析,确定影响弹簧垫圈合格率的主要原因是淬火保护措施不当,使弹簧垫圈在淬火过程中产生了氧化脱碳现象。对弹簧垫圈的热处理工艺进行了改进,采用涂料+保护气氛保护对弹簧垫圈进行淬火,弹簧垫圈合格率达到73.4%。
格式:pdf
大小:7KB
页数:3P
人气:71
4.6
轴承钢的热处理工艺 轴承钢全名叫滚动轴承钢,具有高的抗压强度与疲劳极限,高硬度,高耐磨性及 一定韧性,淬透性好,对硫和磷控制极严,是一种高级优质钢。我公司使用的轴 承钢大部分都是日本进口的材料,也有一部分采用了国内开发的与日本钢材的成 分一致,加工工艺相似的轴承钢,钢种为suj2。 suj2轴承钢的制作方法:钢厂采用真空脱气的冶炼方式,连续铸造成钢棒(或 模铸),锻压成型比6以上,钢材热轧后进行球化退火,再进行冷拔加工;然后, 按照规定的各种技术条件供货(如:非金属夹杂物、脱碳层深度、尺寸公差、形 状、外观、硬度、组织等指标)。 轴承钢棒料经过旋削加工一次成型后,就进入我公司前道的热处理工序。 在进入热处理工序前,让我们先来了解一下什么是退火?什么是淬火?什么是回 火?为什么要进行各种不同的过程? 1、退火:退火是生产中常用的预备热处理工艺,是把钢加热到适当温度,保温 一定
最新文档 铸辗复合成形的25Mn钢法兰热处理工艺的试验研究
格式:pdf
大小:32KB
页数:8P
人气:71
4.6

钢的热处理工艺设计经验公式 1钢的热处理 1.1正火加热时间 加热时间t=kd(1) 式中t为加热时间(s); d使工件有效厚度(mm); k是加热时间系数(s/mm)。 k值的经验数据见表1。 表1k值的经验数据 加热设备加热温度(碳素钢)k/(s/mm)(合金钢)k/(s/mm) 箱式炉800~95050~6060~70 盐浴炉800~95015~2520~30 1.2正火加热温度 根据钢的相变临界点选择正火加热温度 低碳钢:t=ac3+(100~150℃)(2) 中碳钢:t=ac3+(50~100℃)(3) 高碳钢:t=acm+(30~50℃)(4) 亚共析钢:t=ac3+(30~80℃)(5) 共析钢及过共析钢
格式:pdf
大小:631KB
页数:4P
人气:71
4.4
大型锻钢支承辊热处理工艺的探讨 针对大直径锻钢支承辊热处理调质困难问题,通过控制辊坯的冶炼、锻造、锻后热处理及辊身淬火前的预备热处理的工序质量,达到锻钢支承辊的设计要求。试验表明:正火处理既可调整辊坯组织,又可保证辊颈硬度及综合机械性能,工频感应-淬火可使硬度均匀性提高,满足了用户的使用要求。
格式:pdf
大小:14KB
页数:2P
人气:71
4.7
25mn生产工艺规程 1执行标准(厂家协议) 2化学成份要求(%) 化学 成分 csimnpsnicucr– min0.220.170.70–––––– max0.290.371.000.300.300.300.250.25– 3初炼炉 1)进料、通电、吹氧、助熔 2)全熔清t≥1560℃应取样分析,并作为调整成份依据 3)出钢条件温度≥1620℃-1640℃,p≤0.015% 4)放钢1/3时,钢包内加入合金si-mn350㎏,加石灰一车, 做到提前造渣 4精炼炉 1)座包喂铝线40米 2)通电后补加石灰或精炼渣,调节渣量及渣的流动性 3)飘c粉还原白渣后取样分析,根据分析结果适当调整成份 4)吊包前喂ca-si线100米,喂线结束后,软吹氧时间≥5分 钟 5)出钢温度,首包
格式:pdf
大小:43KB
页数:4P
人气:71
4.4
热处理工艺有哪些 1.退火 操作方法:将钢件加热到ac3+30~50度或ac1+30~50度或ac1以下的温度(可 以查阅有关资料)后,一般随炉温缓慢冷却。 目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改 善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。 应用要点:1.适用于合金结构钢、碳素工具钢、合金工具钢、高速钢的锻件、焊 接件以及供应状态不合格的原材料;2.一般在毛坯状态进行退火。 2.正火 操作方法:将钢件加热到ac3或accm以上30~50度,保温后以稍大于退火的 冷却速度冷却。 目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改 善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。 应用要点:正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。对于性
格式:pdf
大小:24KB
页数:1P
人气:71
4.8
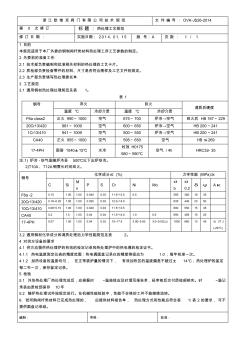
浙江欧维克阀门有限公司技术规范文件编号:ovk-js26-2014 第0次修订标题:热处理工艺规范 修订日期:实施日期:2014.01.15版号:a页数:1/1 1目的 本规范适用于本厂外委的钢制阀杆类材料热处理工序工艺参数的制定。 2外委前的准备工作 2.1技术部负责编制和批准相关材料的热处理的工艺卡片。 2.2质检部负责检查零件的材料、尺寸是否符合图样及工艺文件的规定。 2.3生产部负责填写热处理委托单 3工艺规范 3.1通用钢材热处理处理规范见表1。 表1 钢号淬火回火 调质后硬度 温度℃冷却介质温度℃冷却介质 f6aclass2正火990~1000空气675~700炉冷→空气回火后hb167~229 20cr13/420981
格式:pdf
大小:1004KB
页数:1P
人气:71
4.4
可锻铸铁热处理工艺的分析与研究 本文采用铁素体基体可锻铸铁材料,分别利用正火和等温淬火工艺进行处理,获得珠光体基体和贝氏体基体可锻铸铁,采用不同工艺处理的样品制备金相试样,并对典型组织进行照相,然后对两种热处理得到的组织进行分析和对比,获得性能和应用的区别。

格式:pdf
大小:20KB
页数:8P
人气:71
4.8
高强钢的热处理工艺学 低合金超高强度钢具有相当高的强度(rm≥1500mpa)和一定的韧性,其合金 元素量低,热加工工艺简单,成本相对低廉,因此被广泛应用于航空、航天和常 规武器领域。此种钢在使用过程中往往要承受较大的冲击载荷,所以对强度和韧 性的要求很高。因此,最终热处理工艺宜为淬火+低温回火,得到回火马氏体组 织。以下内容主要介绍热处理工艺以及它对高强钢的组织和力学性能的影响。 1普通的热处理工艺 热处理是指通过对钢件加热、保温和冷却的操作方法,来改善其内部组织结 构,以获得所需要性能的一种加工工艺。这些过程互相衔接,不可间断。钢的热 处理大致有退火、正火、淬火和回火四种基本工艺。 1.1退火 退火是将钢加热到适当温度(ac1以上),保温一定时间,然后缓慢冷却(炉 冷),以获得接近平衡状态组织的热处理工艺叫做退火。退火的主要目的是为了 细化组织,提高性能,降低
格式:pdf
大小:7KB
页数:2P
人气:71
4.3
奥氏体不锈钢的热处理工艺 依据化学成分、热处理目的的不同,奥氏体不锈钢常采用的热处理方式有固溶化处理、稳定 化退火处理、消除应力处理以及敏化处理等。 1固溶化处理 奥氏体不锈钢固溶化处理就是将钢加热到过剩相充分溶解到固溶体中的某一温度,保持 一定时间之后快速冷却的工艺方法。奥氏体不锈钢固溶化热处理的目的是要把在以前各加工 工序中产生或析出的合金碳化物,如(fecr)23c6等以及σ相重新溶解到奥氏体中,获取单一的 奥氏体组织(有的可能存在少量的δ铁素体),以保证材料有良好的机械性能和耐腐蚀性能,充 分地消除应力和冷作硬化现象。固溶化处理适合任何成分和牌号的奥氏体不锈钢。 2稳定化退火 稳定化退火是对含稳定化元素钛或铌的奥氏体不锈钢采用的热处理方法。采用这种方法 的目的是利用钛、铌与碳的强结合特性,稳定碳,使其尽量不与铬结合,最终达到稳定铬的目的, 提高
格式:pdf
大小:10KB
页数:8P
人气:71
4.4
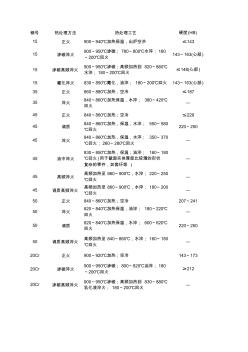
钢号热处理方法热处理工艺硬度(hb) 15正火900~940℃加热保温,出炉空冷≤143 15渗碳淬火 900~950℃渗碳;780~800℃水淬;180 ~200℃回火143~163(心部) 15渗碳高频淬火 900~950℃渗碳;高频加热到820~860℃ 水淬;180~200℃回火 ≤148(心部) 15氰化淬火830~850℃氰化,油淬;180~200℃回火143~163(心部) 35正火860~880℃加热,空冷≤187 35淬火840~860℃加热保温,水淬;380~420℃ 回火 — 45正火840~860℃加热;空冷≤229 45调质 840~860℃加热,保温,水淬;550~580 ℃回火 220~250 45淬火 840~860℃加热,保温,水淬;350~370 ℃回火;260~280℃回火— 45
文辑创建者
我要分享 >
职位:双证监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐