主蒸汽管热电偶管座角焊缝断裂分析及对策
2025-01-18

 热电偶温度套管管座的焊接及热处理工艺
热电偶温度套管管座的焊接及热处理工艺 根据大坝电厂4号机汽机侧主蒸汽管热电偶管座焊缝的特点和要求,介绍了主要蒸汽管热电偶管座对接焊缝焊接工艺及热处理工艺措施,为以后解决将原焊缝切割后重新安装新热电及如何保证焊缝质量提供了充分的依据。
![管座角焊缝超声波探伤工艺规程[整理版]](https://files.zjtcn.com/group1/M00/64/4F/CgoBZ2A5kj6AJoDJAAAoLMaM-Ck379.jpg)
管座角焊缝超声波探伤工艺规程 1通用部分 a)主题内容与适用范围 本规程规定了检验焊缝及热影响区缺陷,确定缺陷位置、尺寸和缺陷评定的一般方 法及探伤结果的分级方法。 本规程适用于母材厚度不小于8mm的铁素体类钢全焊透熔化焊管座角焊缝脉冲反 射法手工超声波检验。 本规程不适用于铸钢及奥氏体不锈钢焊缝;内径小于等于200mm的管座角焊缝。 b)文件控制 本规程为xx公司受控文件,未经允许不得复制、转让或使用。 c)引用标准 zby344超声探伤用探头型号命名方法 zby231超声探伤用探头性能测试方法 zby232超声探伤用1号标准试块技术条件 zbj04001a型脉冲反射式超声探伤系统工作性能测试方法 gb11345—1989钢焊缝手工超声波探伤方法和探伤结果分级 2检验人员 2.1从事焊缝探伤的检验人员必须掌握超声波探伤的基础技术,具有足够的
编辑推荐下载
格式:pdf
大小:303KB
页数:5P
人气:88
 4.5
4.5

汽包中径管管座角焊缝超声波探伤方法研究 牛晓光 1 ,张彦新 1 ,李中伟 1 ,郝晓军 1 ,袁启民 2 ,李海生 2 ,白佑平 2 (1.河北省电力试验研究所,河北石家庄050021; 2.马头发电总厂,河北邯郸056044) 摘要:提出了利用小角度纵波探头和横波探头相结合对汽包中径管管座角 焊缝进行超声波探伤的方法,对小角度纵波探头进行了设计,对两种探头的标准 反射体与判伤标准进行了统一。实践证明,该方法可以有效解决汽包中径管管座 关键词 在电站锅炉承压部件中,汽包是加热、蒸发、过热3个阶段的连接枢纽,是 汽包的上升管、饱和导汽管、分散降水管等一般为中径管,其外径108~213 mm,壁厚10~22mm,这些中径管管座以角焊缝的形式与汽包筒体相连接。与汽包 相连的管座在应力作用下的变形与筒体孔边缘的变形不一致,两者要相互协调, 必然引起附加的弯曲应力
格式:pdf
大小:842KB
页数:3P
人气:88
4.6
除氧头接管座焊缝开裂分析及修复 某电厂4号、5号机组除氧器除氧头的三级抽汽平衡汽管(简称三抽管道)的接管座焊缝多次发生开裂泄漏,并且除氧头筒体内壁也存在大量裂纹。分析认为,造成焊缝开裂和除氧头筒体内壁裂纹的主要原因是接管座角焊缝未焊透及除氧头淋水盘结构不合理。对此,提出了修复改进措施。
热门文档 主蒸汽管热电偶管座角焊缝断裂分析及对策
格式:pdf
大小:230KB
页数:3P
人气:88
4.6
火力发电厂测温热电偶套管角焊缝的超声波检测 分析了火力发电厂测温热电偶套管的三种类型角焊缝(鞍座式、半插入式和全插入式)的结构特点。为了尽量能扫查到焊缝,采用两种k值探头进行扫查。通过工程实例,结合计算公式,选取了检测三种类型角焊缝的探头k值,剔除了检测插入式焊缝的内孔反射波,由反射波确定了缺陷的深度。检测结果与实际解剖结果吻合,表明采用超声波方法检测火力发电厂测温热电偶套管角焊缝的质量切实可行。
格式:pdf
大小:263KB
页数:未知
人气:88
4.5
人孔加强板角焊缝的断裂及补焊 本文简要介绍了热裂化装置反应塔入孔加强板角焊缝的断裂及其补焊情况。
格式:pdf
大小:163KB
页数:未知
人气:88
4.8
锅炉安全门管座角焊缝多次开裂原因分析与处理 对大唐长山热电厂9号锅炉集汽联箱安全门管座角焊缝多次出现裂纹原因进行了分析,机组频繁启停、焊接残余应力、前期处理不彻底、热处理工艺不合理等使集汽联箱安全门管座角焊缝产生裂纹。2010年通过对缺陷部位彻底打磨,制定合理热处理工艺,合理安排集汽联箱接管及吊耳等零件的组装焊接顺序,焊接严格遵守dl/t869—2012《火力发电厂焊接技术规程》,对裂纹缺陷处理后,机组运行至今,集汽联箱安全门管座角焊缝没再开裂。
格式:pdf
大小:119KB
页数:2P
人气:88
4.4
电站锅炉联箱管座角焊缝的磁粉检验 磁粉是检验联箱管座角焊缝表面质量的主要手段。本文介绍了磁粉对某厂联箱管座角焊缝缺陷检验情况,操作工艺要点及影响检验结果的主要因素。
格式:pdf
大小:244KB
页数:未知
人气:88
4.4
主蒸汽管道12CrIMoV钢焊缝的缺陷分析 在锅炉定期检验中发现,主蒸汽管道焊缝存在气孔,并且焊缝硬度偏高。通过对金相分析及安装过程中的资料核实发现,主蒸汽管道该焊缝在安装过程中,存在空冷降温过快,焊后热处理不到位,无损检测不符合要求,是存在缺陷的主要原因,并总结了焊缝的修复及验证。
精华文档 主蒸汽管热电偶管座角焊缝断裂分析及对策
格式:pdf
大小:202KB
页数:11P
人气:88
4.6
深圳市神视检验有限公司 标题:大口径管座角焊缝超声波检验 工艺规程 文件编号:sense/tgy6-2002版本号:第2版 编制:日期: 审核:日期: 批准:日期: 修改记录 修改位置修改内容修改人批准人生效日期 1.适用范围 1.1本规程适用于大口径管座全焊透角焊缝的超声波检验及其缺陷等级评定。 1.2本规程不适用于铸钢、奥氏体不锈钢材料制成的大口径管座角焊缝超声波检验。 1.3所谓大口径管座应满足: 1.3.1筒身内径不小于800mm,筒身壁厚不小于40mm且不大于120mm。 1.3.2管外径不小于250mm,管内径不小于200。 2.依据文件 jb4730压力容器无损检测 gb/t11345钢焊缝手工超声波探伤方法和探伤结果的分级 gb/t12604.1无损检测术语超声检测 jb3144锅炉大口径管座角焊缝超声
格式:pdf
大小:179KB
页数:2P
人气:88
4.5
如何确保管道热电偶套管管座连接的可靠性 通过对火力发电厂主汽和再热器、给水管道上安装的热工热电偶套管出现开裂问题的研究分析,提出切实可行的处理建议,对保证300mw-660mw机组安全运行具有现实指导意义。
格式:pdf
大小:580KB
页数:4P
人气:88
4.3
锅炉集箱插入式管座角焊缝的超声波检测 简要介绍了电站锅炉集箱管座角焊的分类及其优缺点。模拟制作了准44.5mm×9.5mm的12crmov插接管的全焊透式集箱管座角焊缝试样,用超声波检测方法对角焊缝内的人工缺陷进行了检测。分析总结了无缺陷、未焊透、坡口未熔合等焊缝用超声波检测时的图谱特征。现场应用结果表明,利用该方法能够有效发现缺陷,保证锅炉的焊接质量及锅炉机组的安全运行。
格式:pdf
大小:82KB
页数:5P
人气:88
4.7
关于小尺寸管座角焊缝磁轭法mt检测的探讨 敬尚前 【摘要】 mt检测作为一种表面检测的有效手段而被广泛应用于火力发电厂铁磁性部件和结构 件的表面和近表面缺陷的检测中,具有直观,易操作,重复性好和检测灵敏度高等诸多优点。 但在实际检测中,针对小尺寸管座角焊缝,缺陷的检出率受很多因素的影响,如磁化方法和 磁化方向的选择,磁化设备的状况和磁化规范的贯彻执行等。通过对多种因素的综合分析, 提出了在小尺寸管座角焊缝磁轭法mt时合理的检测方法。 【关键词】磁轭法mt检测小尺寸管座角焊缝技术分析 前言 火力发电厂的管道及集箱上都有很多小尺寸管座角焊缝,通常将外径小于φ76mm的 接管的管座角焊缝称作小尺寸管座角焊缝,如多数疏水管座角焊缝,对空排气管座角焊缝的 取样管管座角焊缝等。由于其结构特点和机组启停过程中温度变化等原因,焊缝上会产生较 大的应力,容易产生缺
最新文档 主蒸汽管热电偶管座角焊缝断裂分析及对策
格式:pdf
大小:205KB
页数:12P
人气:88
4.3
深圳市神视检验有限公司 标题:大口径管座角焊缝超声波检验 工艺规程 文件编号:sense/tgy6-2002版本号:第2版 编制:日期: 审核:日期: 批准:日期: 修改记录 修改位置修改内容修改人批准人生效日期 深圳市神视检验有限公司工艺规程文件编号:sense/tgy6-2002标 题:大口径管座角焊缝超声波检验工艺规程版号:第2版,第1页共10页 1.适用范围 1.1本规程适用于大口径管座全焊透角焊缝的超声波检验及其缺陷等级评定。 1.2本规程不适用于铸钢、奥氏体不锈钢材料制成的大口径管座角焊缝超声波检验。 1.3所谓大口径管座应满足: 1.3.1筒身内径不小于800mm,筒身壁厚不小于40mm且不大于120mm。 1.3.2管外径不小于250mm,管内径不小于200。 2.依据文件 jb4730压力容器
格式:pdf
大小:245KB
页数:3P
人气:88
4.7
马头发电厂~#8炉汽包分散降水管管座角焊缝的无损检测 在大修中对马头发电厂#8炉汽包分散降水管管座角焊缝进行了超声、射线、着色检验,检验发现了12根分散降水管管座角焊缝存在未焊透、未熔合和裂纹缺陷。介绍了分散降水管管座角焊缝超声波检验存在的问题及在检验过程中取得的探伤经验。
格式:pdf
大小:475KB
页数:4P
人气:88
4.4
P91主蒸气管道热电偶插座裂纹分析及在线修复 为了处理锅炉水压试验时p91主蒸气管道上热电偶插座处发现的焊接裂纹,从结构、材质及焊接工艺等几方面对产生裂纹的原因进行了分析,进而提出了相应的在线修复工艺。在线修复后,进行了外观目测、无损检验、硬度检测及金相试验等质量检测。修复后锅炉运行至今已超过两年时间,修复处未出现任何问题,说明修复是成功的。
格式:pdf
大小:75KB
页数:7P
人气:88
4.4
热电偶传感器教学设计 姓名:赵波 单位:保定高级技工学校 一、基本说明 教学题目第二章第四节:热电偶传感器 所属学科自动检测技术学时安排1课时 班级08维电2所选教材自动检测技术(高教版) 宋文绪主编 二、教学设计 1.教学目标:了解热电偶传感器的工作原理,掌握热电偶的选用和分 度表的选用以及了解热电偶与其他动圈仪表的连接。 2.内容分析:本节是本章中的重点,热电偶传感器在工业上广泛应用, 但工作原理简单,对此传感器的学习有助于了解温度控 制系统的工作,教师可以根据实践需要,由浅入深的授 课。 3.学情分析:高中起点的08维修电工班的学生领悟能力强,有一定 的动手能力,对传感器知识有浓厚的兴趣,尤其对在工 业上普遍应用的传感器有求知的欲望,但学生水平差异 也较大。 4.教学策略选择与设计:本着课堂上以教师为主导,学生为主体的教 学原则,这节课的教学主要采用教师展示
格式:pdf
大小:107KB
页数:19P
人气:88
4.3
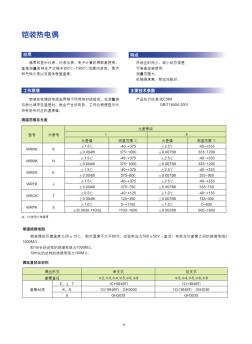
热电偶的种类 常用热电偶可分为标准热电偶和非标准热电偶两大类。所调用标准 热电偶是指国家标准规定了其热电势与温度的关系、允许误差、并有 统一的标准分度表的热电偶,它有与其配套的显示仪表可供选用。非 标准化热电偶在使用范围或数量级上均不及标准化热电偶,一般也没 有统一的分度表,主要用于某些特殊场合的测量。标准化热电偶我国 从1988年1月1日起,热电偶和热电阻全部按iec国际标准生产, 并指定s、b、e、k、r、j、t七种标准化热电偶为我国统一设计型 热电偶。 (s型热电偶)铂铑10-铂热电偶 铂铑10-铂热电偶(s型热电偶)为贵金属热电偶。偶丝直径 规定为0.5mm,允许偏差-0.015mm,其正极(sp)的名义化学成分 为铂铑合金,其中含铑为10%,含铂为90%,负极(sn)为纯铂, 故俗称单铂铑热电偶。该热电偶长期最高使用温度为1300℃,
格式:pdf
大小:649KB
页数:2P
人气:88
4.7
陶瓷压机主缸活塞杆焊缝断裂分析 简要介绍了陶瓷压机主缸的结构和工作原理。从设计、材料、焊缝质量3个因素进行分析,运用光谱对原材料质量进行确认,使用无损检测方法对活塞杆对接焊缝进行检测,总结分析出对接焊缝断裂的原因,提出了解决问题的方法,并应用新焊接方法进行施焊,采用无损检测方法进行复查,证明了新焊接方法的合理性和正确性。
格式:pdf
大小:194KB
页数:3P
人气:88
4.6
厚壁管道热电偶插座焊接结构改进与工艺研究 某火电厂主蒸汽厚壁管道热电偶插座在水压试验时出现多条焊缝失效。为此,文章对焊缝失效原因进行了详细的分析,从焊接结构和焊接工艺等多方面进行改造,从而改进了热电偶插座的焊接结构。此项技术在随后的2台锅炉主蒸汽管道热电偶插座实际应用中取得了成功。
文辑创建者
我要分享 >
职位:港口与航道工程
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐