15crmoG管消费量占钢材总量的比重仅为发达国家的一半,15crmoG管使用领域扩大为行业发展提供更广阔的空间。根据中国特钢协会15crmoG管分会的研究,未来我国15crmoG管长材的需求年均增长可达10-12%。
1. 无缝钢管
因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。
a. 工艺流程概述
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
b.无缝钢管,因其用途不同而分为如下若干品种:
GB/T8162-2008(结构用无缝钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。
GB/T8163-2008(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。
GB3087-2008(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。
GB5310-2008(高压锅炉用无缝钢管)。主要用于电站及核电站锅炉上耐高温、高压的输送流体集箱及管道。代表材质为20G、15CrMoG、15CrMoG等。
GB5312-1999(船舶用碳钢和碳锰钢无缝钢管)。主要用于船舶锅炉及过热器用I、II级耐压管等。代表材质为360、410、460钢级等。
GB6479-2000(高压化肥设备用无缝钢管)。主要用于化肥设备上输送高温高压流体管道。代表材质为20、16Mn、12CrMo、12Cr2Mo等。
GB9948-2006(石油裂化用无缝钢管)。主要用于石油冶炼厂的锅炉、热交换器及其输送流体管道。其代表材质为20、12CrMo、1Cr5Mo、1Cr19Ni11Nb等。
GB18248-2000(气瓶用无缝钢管)。主要用于制作各种燃气、液压气瓶。其代表材质为37Mn、34Mn2V、35CrMo等。
GB/T17396-1998(液压支柱用热轧无缝钢管)。主要用于制作煤矿液压支架和缸、柱,以及其它液压缸、柱。其代表材质为20、45、27SiMn等。
GB3093-1986(柴油机用高压无缝钢管)。主要用于柴油机喷射系统高压油管。其钢管一般为冷拔管,其代表材质为20A。
GB/T3639-1983(冷拔或冷轧精密无缝钢管)。主要用于机械结构、碳压设备用的、要求尺寸精度高、表面光洁度好的钢管。其代表材质20、45钢等。
GB/T3094-1986(冷拔无缝钢管异形钢管)。主要用于制作各种结构件和零件,其材质为优质碳素结构钢和低合金结构钢。
GB/T8713-1988(液压和气动筒用精密内径无缝钢管)。主要用于制作液压和气动缸筒用的具有精密内径尺寸的冷拔或冷轧无缝钢管。其代表材质为20、45钢等。
GB13296-1991(锅炉、热交换器用不锈钢无缝钢管)。主要用于化工企业的锅炉、过热器、热交换器、冷凝器、催化管等。用的耐高温、高压、耐腐蚀的钢管。其代表材质为0Cr18Ni9、1Cr18Ni9Ti、0Cr18Ni12Mo2Ti等。
GB/T14975-1994(结构用不锈钢无缝钢管)。主要用于一般结构(宾馆、饭店装饰)和化工企业机械结构用的耐大气、酸腐蚀并具有一定强度的钢管。其代表材质为0-3Cr13、0Cr18Ni9、1Cr18Ni9Ti、0Cr18Ni12Mo2Ti等。
GB/T14976-1994(流体输送用不锈钢无缝钢管)。主要用于输送腐蚀性介质的管道。代表材质为0Cr13、0Cr18Ni9、1Cr18Ni9Ti、0Cr17Ni12Mo2、0Cr18Ni12Mo2Ti等。
YB/T5035-1993(汽车半轴套管用无缝钢管)。主要用于制作汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。其代表材质为45、45Mn2、40Cr、20CrNi3A等。
API SPEC5CT-1999(套管和油管规范),是美国石油学会(American Petreleum Instiute, 简称"API")编制并发布的在世界各地通用。其中: 套管:由地表面伸进钻井内,作为井壁衬的管子,其管子之间通过接箍连接。主要材质为J55、N80、P110等钢级,以及抗硫化氢腐蚀的C90、T95等钢级。其低钢级(J55、N80)可为焊接钢管。油管:由地表面插入套管内直至油层的管子,其管子之间通过接箍或整体连接。其作用于是抽油机将油层石油经油管输送到地面。主要材质为J55、N80、P110、以及抗硫化氢腐蚀的C90、 美国石油学会编制并发布的,在世界各地通用。
15crmoG管重量公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
15CrMoG钢系珠光体组织耐热钢,在高温下具有较高的热强性(δb≥440MPa)和抗氧化性,并具有一定的抗氢腐蚀能力。由于钢中含有较高含量的Cr、C和其它合金元素,钢材的淬硬倾向较明显,焊接性差。
15CrMoG焊接性
焊接材料
针对15CrMo钢的焊接性的工作特点,根据以往的经验,参照国外提供的焊接工艺卡,我们选择了两种方案进行焊接试验。
方案Ⅰ:焊接预热,采用ER80S-B2L焊丝,T1G焊打底,E8018-B2焊条,焊条电弧焊盖面,焊后进行局部热处理。
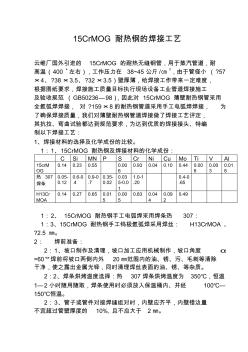
方案Ⅱ:采用ER80S-B2L焊丝,T1G焊打底,E309Mo-16焊条,焊条填充电弧焊盖面,焊后不进行热处理。焊丝和焊条的化学成分及力学性能见表1。

 15CRMOG耐热钢的焊接工艺
15CRMOG耐热钢的焊接工艺
 15CrMoG高压钢管
15CrMoG高压钢管