9Mn2V
9Mn2V模具钢与碳素工具钢相比,具有较高的硬度和耐磨性,淬透性很好,淬火时变形较小。
-

选择特殊符号
选择搜索类型
请输入搜索
9Mn2V模具钢与碳素工具钢相比,具有较高的硬度和耐磨性,淬透性很好,淬火时变形较小。
碳 C :0.85~0.95
硅 Si:≤0.40
锰 Mn:1.70~2.00
硫 S :≤0.030
磷 P :≤0.030
钴 Co:≤1.00
硬度 :退火,≤229HB,压痕直径≥4.0mm;淬火,≥62HRC
热处理规范及金相组织
热处理规范:淬火,780~810℃油冷。
●交货状态:钢材以退火状态交货。
9Mn2V淬火
推荐的淬火规范
淬火温度/℃ | 冷却介质 | 硬度(HRC) |
780~820 | 油 | ≥62 |
●9Mn2V回火
9Mn2V钢推荐的回火规范
回火温度/℃ | 冷却介质 | 硬度(HRC) |
150~200 | 空气 | 60~62 |
1) 用于制作材料厚度<3mm的冲裁模零件,制作凸摸时推荐硬度58 ~62HRC, 制作凹模时推荐硬度60 ~64HRC。
2) 可用于冲裁模具, 当生产批量<10万件时,被冲材料厚度<1mm 的软态低碳钢板时。还可用于弯曲模具, 被折弯曲⼯件碳的质分数为0.65% ~0.80%、硬度为37 ~42HRC时,弯曲模具使用寿命为6 万~7 万件。
3) 适用于制作各种变形小、耐磨性好的精密样板、块规、量具
4) 适于制作厚度小于6mm 的小型冲压模具等。
5〕可用于剪刀、丝锥、板牙和铰刀等。
6) 该钢淬火、低温回火后硬度≤55HRC, 用于制品生产批量小, 强度、耐性要求高的模具。
7) 一般要求的尺寸较高的冲模、冷压模、刻模、塑料模。
8) 轻⾦属压铸模具。
9)用于制作淬火硬度为46~52HRC的热固性塑料模具
10) ⼩型芯、凸模、型腔板、镶件等。
11) 用于整体淬硬型塑料模具。
12) 主要用于制作尺寸较小、形状较复杂和精度较高的塑料模。
13) 热固性塑料成型模, 要求高耐磨、高强度的模具。
14) 采用调质球化一步法工艺代替原传统工艺(正火+球化退火+调质工艺), 用于冷冲压模具等, 工艺流程时间缩短10h, 成本降低50%, 节约能源。
由于9Mn2V模具钢中含有一定量的钒,细化了晶粒,减小了过热敏感性。
9Mn2V模具钢可在硝盐、热油等冷却能力较为缓和的淬火介质中淬火。 合金工具钢:9Mn2V
标准:GB/T 1299-1985
9Mn2V冷作模具钢,9Mn2V钢是一种综合力学性能比碳素工具钢好的低合金工具钢,是合金工具钢中惟一不含Ni、Cr元素的经济型钢种,在我国已有较长应用历史,积累了丰富的使用经验,它具有较高的硬度和耐磨性。淬火时变形较小,淬透性很好。由于钢中含有一定量的钒,细化了晶粒,减小了钢的过热敏感性。同时碳化物较细小和分布均匀。
冷作模具钢,是具有比碳素工具钢有较好的综合机械性能的低合金工具。具有较高的硬度和耐磨性,淬透性也较好,淬火时变形小。适于制作小型冷作模具,特别适用制作各种要求变形小、耐磨性高的精密量具(如样板、块规、量规等) 以及精密丝杆、磨床主轴等。
9Mn2V钢适于制造各种精密量具、样板,也用于一般要求的尺寸比较小的冲模及冷压模、雕刻模、落料模等,还可以做机床的丝杆等结构件。冷作模具钢,钢的淬透性、淬火回火的硬度、耐磨性、强度均比Cr12高。用于制造截面较大、形状复杂、工作条件繁重下的各种冷冲模具和工具,如冲孔凹模、切边模、滚边模、钢板 深拉伸模、圆锯、标准工具和量规、螺纹滚模等。

无锡尚浦特金属材料有限公司 规格(mm) 4.75*1500*C 3200.00元 由于高强板所形成的高刚性型钢具有很大的惯...
50mn2钢板参考价格4300元每吨.它的硬度好、高耐磨 、规格齐全、可切割,是中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源广,所以应用广泛。价格来源于网络...
9mn2v钢经深冷处理, 深冷处理可使淬火马氏体析出高度弥散的超微细碳化物, 随后进行200℃低温回火后, 这些超微细碳化物可转变为 碳化物。未经深冷处理的马氏体, 在低温周火后, 仅在某些局部区域析出有少量的 碳化物。 9mn2v采用低温化学热处理方法, 在保持 9mn2v钢高硬度和高耐磨性的基础上,离子渗氮、气体氮碳共渗、盐浴硫氰共渗种常用的低温化学热处理渗层的粘着抗力。3种低温化学热处理渗层均有显若的抗冲击粘着作用, 其中尤以盐浴硫氰共渗最佳。 9mn2v钢制不锈钢器皿拉伸模经气体氮碳共渗处理后, 使用寿命达3万件以上, 较常规淬火、回火处理的同类模具寿命提高10倍以上。
为提高模具寿命达到80万模次以上,可对预硬钢实施淬火加低温回火的加硬方式来实现。淬火时先在500-600℃预热2-4小时,然后在850-880℃保温一定时间(至少2小时),放入油中冷却至50-100℃出油空冷,淬火后硬度可达50-52HRC,为防止开裂应立即进行200℃低温回火处理,回火后,硬度可保持48HRC以上
90MnV2(ISO),O2(美国ASTM),T31502(美国UNS),90MnV8(欧共体EN),105WCr1(ISO),SKS31(日本JIS),STS31(韩国KS),107WCr5(欧共体EN),105WCr6(德国DIN)。

 特种钢28Mn2V工艺
特种钢28Mn2V工艺
特种钢28Mn2V工艺
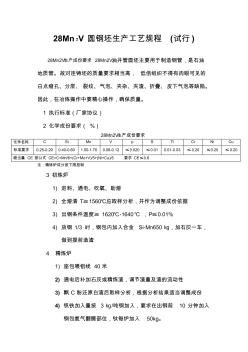
28Mn 2V 圆钢坯生产工艺规程 (试行 ) 28Mn2V生产成份要求 28Mn2V油井管圆坯主要用于制造钢管,是石油 地质管。故对连铸坯的质量要求相当高, 低倍组织不得有肉眼可见的 白点缩孔、分层、 裂纹、气泡、夹杂、夹渣、折叠、皮下气泡等缺陷。 因此,在冶炼操作中要精心操作,确保质量。 1 执行标准(厂家协议) 2 化学成份要求( %) 28Mn2V生产成份要求 化学名称 C Si Mn V p S Ti Cr Ni Cu 标准要求 0.25-0.29 0.40-0.60 1.50-1.70 0.08-0.12 ≤0.020 ≤0.01 0.01-0.03 ≤ 0.20 ≤0.20 ≤ 0.20 碳当量 CE 按公式 CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/5 要求 CE≤0.6 注:精炼炉成分按下限控制 3 初炼炉 1) 进料、通电、吹氧、助熔 2) 全
 锯片基体用50Mn2V钢的研制
锯片基体用50Mn2V钢的研制
锯片基体用50Mn2V钢的研制
新型锯片基体用50Mn2V钢,通过电弧炉冶炼,中板厂轧制,其产品化学成份稳定,气体及夹杂含量低,脱碳层浅,力学性能完全满足用户要求。
合金工具钢:9Mn2V
标准:GB/T 1299-1985
化学成份
碳 C :0.85~0.95
硅 Si:≤0.40
锰 Mn:1.70~2.00
硫 S :≤0.030
磷 P :≤0.030
钴 Co:≤1.00
9mn2v钢材经深冷处理,深冷处理可使淬火马氏体析出高度弥散的超 微细碳化物, 随后进行200℃低温回火后, 这些超微细碳化物可转变为 碳化物。未经深冷处理的马氏体, 在低温周火后, 仅在某些局部区域析出有少量的 碳化物。9mn2v采用低温化学热处理方法, 在保持9mn2v钢高硬度和高耐磨性的基础上,离子渗氮、气体氮碳共渗、盐浴硫氰共渗种常用的低温化学热处理渗层的粘着抗力。3种低温化学热处理渗层均有显若的抗冲击粘着作用, 其中尤以盐浴硫氰共渗最佳。9mn2v钢制不锈钢器皿拉伸模经气体氮碳共渗处理后, 使用寿命达3万件以上, 较常规淬火、回火处理的同类模具寿命提高10倍以上。

退火,≤229HB,压痕直径≥4.0mm;淬火,≥62HRC