A042不锈钢焊条文献

 奥氏体不锈钢焊条的应用
奥氏体不锈钢焊条的应用
奥氏体不锈钢焊条的应用
奥氏体不锈钢焊条的应用——介绍了钢材焊缱产生裂蚊的机理和鼻氏体不锈铜焊条在施工生产中的应用,分析了焊条的化学成份与母材化学成挣之间的关系及其施工操作中的要点。
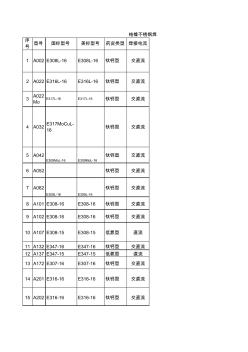 不锈钢焊条对照表
不锈钢焊条对照表
不锈钢焊条对照表
序 号 型号 国标型号 美标型号 药皮类型 焊接电流 1 A002 E308L-16 E308L-16 钛钙型 交直流 2 A022 E316L-16 E316L-16 钛钙型 交直流 3 A022Mo E317L-16 E317L-16 钛钙型 交直流 4 A032 E317MoCuL-16 钛钙型 交直流 5 A042 E309MoL-16 E309MoL-16 钛钙型 交直流 6 A052 钛钙型 交直流 7 A062 E309L-16 E309L-16 钛钙型 交直流 8 A101 E308-16 E308-16 钛钙型 交直流 9 A102 E308-16 E308-16 钛钙型 交直流 10 A107 E308-15 E308-15 低氢型 直流 11 A132 E347-16 E347-16 钛钙型 交直流 12 A137 E347-15 E347-15 低氢型 直流 13
