A137焊条
A137焊条是碱性药皮、低碳含Nb稳定剂的Cr19Ni10Nb不锈钢焊条,具有优良的抗晶间腐蚀性能。采用直流反接,能进行全位置焊接。
-

选择特殊符号
选择搜索类型
请输入搜索
A137焊条是碱性药皮、低碳含Nb稳定剂的Cr19Ni10Nb不锈钢焊条,具有优良的抗晶间腐蚀性能。采用直流反接,能进行全位置焊接。
1. 焊前焊条须经250℃左右烘焙1h。
2. 焊前焊件须清除铁锈、油污、水分等杂质。
用于焊接重要的耐腐蚀含Ti稳定的0Cr19Ni11Ti型不锈钢。
A是代表奥氏体,137是焊条牌号。即A是不锈钢的意思,只要是A开头的都是不锈钢焊条。D开头的都是堆焊焊条。R开头的是耐热钢焊条,这是焊材的系列分类。A137是碱性药皮、低碳含Nb稳定剂的Cr19Ni1...
G202焊条 E410-16焊条 E410-16 钛钙型 交直流 焊接 0Cr13 、 1Cr13 和耐磨、耐蚀的表面堆焊 G207焊条 E410-15焊条低氢型 直流 焊接 0Cr13 、 1Cr1...
A137是奥氏体不锈钢焊条,属铬镍不锈钢焊条。牌号中A-表示奥氏体不锈钢;13-是化学成分代号;7-表示碱性焊条,直流电源焊接。它用于较重要的耐腐蚀、含钛元素的0Cr18Ni11Ti不锈钢的焊接。

 3.2焊条
3.2焊条
3.2焊条
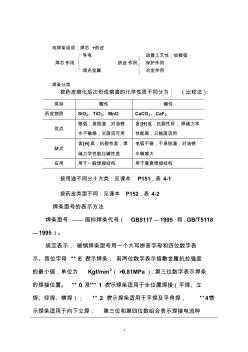
1 电焊条组成:焊芯 +药皮 导电 改善工艺性,如稳弧 焊芯作用 药皮作用 保护作用 填充金属 冶金作用 焊条分类 按药皮熔化后次形成熔渣的化学性质不同分为: (比较法) 类别 酸性 碱性 药皮物质 SiO2、TiO2、MnO CaCO3、CaF2 优点 稳弧,易脱渣,对油锈 水不敏感,交直流可用 含 [H]低,抗裂性好,焊缝力学 性能高,只能直流用 缺点 含[H]高,抗裂性差,焊 缝力学性能比碱性差 电弧不稳,不易脱渣,对油锈 水敏感大 应用 用于一般焊接结构 用于重要焊接结构 按用途不同分十大类:见课本 P151,表 4-1 按药皮类型不同:见课本 P152,表 4-2 焊条型号的表示方法 焊条型号 ——国标焊条代号( GB5117—1995 和 GB/T5118 —1995)。 规定表示, 碳钢焊条型号用一个大写拼音字母和四位数字表 示。首位字母 “ E ”表示焊条; 前两位数
 新A132焊条工艺稳定性研究
新A132焊条工艺稳定性研究
新A132焊条工艺稳定性研究
新A132焊条工艺稳定性研究——通过对A132焊条药皮熔化速度和膨胀系数的测定,研究了药皮q‘5种主要组分对酸性不镑钢焊条药皮熔化速度和膨胀系数的影响规律,并研制出了焊接工艺性能稳定的新A132焊务。该研究对于酸性不锈钢焊条新品种的开发具有参考价值。
A137是碱性药皮、低碳含Nb稳定剂的Cr19Ni10Nb不锈钢焊条,具有优良的抗晶间腐蚀性能。采用直流反接,能进行全位置焊接。
用于焊接重要的耐腐蚀含Ti稳定的0Cr19Ni11Ti型不锈钢。
用于焊接重要的耐腐蚀含Ti稳定的0Cr19Ni11Ti型不锈钢。