D812焊条
- 堆D812是钛钙型药皮,铸造钴铬钨(司特立)合金焊芯的堆焊焊条,药皮用浸涂法制成的堆焊用焊条,宜采用直流反接。堆焊金属在650℃仍具有良好的耐磨性及耐腐蚀性能。
-

选择特殊符号
选择搜索类型
请输入搜索
HRC≥44-45
规格φmm 4.0 5.0 6.0
电流(A) 120~160 140~190 150~210
适用于高温高压阀门,高压泵的轴套筒和内套筒以及化纤设备的斩刀刃口等部位的堆焊。
D256为低氢型高锰钢堆焊焊条,经350°C温度烘烤2,5--3小时,保温为150°C
飞利浦d812为1299元,这款飞利浦d812很不错,65克/分钟蒸汽输出;200克蒸汽束喷射, SteamGlide超级蒸汽顺滑底板,安全自动关熄+防水垢,安全适用于所有可熨...
E4315焊条就是427焊条。 根据GB ∕ T 5117-1995 碳钢焊条型号的表示方法,E4315含义: E 焊条,43 标示熔敷金属抗拉强度最小值43(X10N﹨平方毫米),1 (焊条适合...
C Cr W Mn Si Fe Co
1.0~1.7 26.0~32.0 7.0~10.0 ≤2.0 ≤2.0 ≤3.0 余量
1、焊前焊条须经200℃左右烘1小时以上再行施焊接。
2、焊时尽可能采用短弧,并且焊条与工作保持垂直。
3、根据工作的大小和母材的种类须经300~600℃预热。宜采用小电流短弧焊接。
4、焊后应在600~700℃回火1小时后在缓冷或将工作立即放入干燥和热的沙箱内或草灰中缓冷,以避免裂纹。
5、堆焊层须经粗磨,如发现缺陷时,按上述步骤进行焊补及缓冷。

 S—D18冷热模具堆焊用焊条
S—D18冷热模具堆焊用焊条
S—D18冷热模具堆焊用焊条
S—D18冷热模具堆焊用焊条——S—D18冷热模具堆焊用焊条
 D512阀门堆焊焊条
D512阀门堆焊焊条
D512阀门堆焊焊条
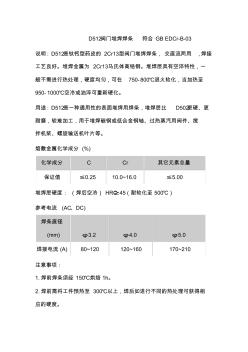
D512阀门堆焊焊条 符合 GB EDCr-B-03 说明 : D512是钛钙型药皮的 2Cr13型阀门堆焊焊条, 交直流两用 ,焊接 工艺良好。堆焊金属为 2Cr13马氏体高铬钢。堆焊层具有空淬特性,一 般不需进行热处理,硬度均匀,可在 750- 800℃退火软化,当加热至 950- 1000℃空冷或油淬可重新硬化。 用途 : D512是一种通用性的表面堆焊用焊条,堆焊层比 D502更硬、更 耐磨,较难加工,用于堆焊碳钢或低合金钢轴、过热蒸汽用阀件、搅 拌机桨、螺旋输送机叶片等。 熔敷金属化学成分 (%) 化学成分 C Cr 其它元素总量 保证值 ≤0.25 10.0~16.0 ≤5.00 堆焊层硬度 : (焊后空冷) HRC≥45(耐软化至 500℃) 参考电流 (AC、DC) 焊条直径 (mm) φ3.2 φ4.0 φ5.0 焊接电流 (A) 80~120 120~160 170~
D812钴基焊条
钴基堆焊焊条D812 说明:812是钛钙型药皮,铸造钴铬钨(司太立)合金焊芯的堆焊焊条药皮用浸涂法制成的堆焊用焊条,宜采用直流反接。堆焊金属在850℃仍具有良好的耐磨性及耐腐蚀性能
焊缝金属化学成分(%)
C Cr W Mn Si Fe Co
1.0~1.7 26.0~32.0 7.0~10.0 ≤2.0 ≤2.0 ≤3.0 余量
堆焊层硬度HRC≥44-45
参考电流(直流时焊条接正极)
规格φmm 4.0 5.0 6.0
电流(A) 120~160 140~190 150~210
注意事项:
1、焊前焊条须经200℃左右烘1小时以上再行施焊接。
2、焊时尽可能采用短弧,并且焊条与工作保持垂直。
3、根据工作的大小和母材的种类须经300~600℃预热。宜采用小电流短弧焊接。
4、焊后应在600~700℃回火1小时后在缓冷或将工作立即放入干燥和热的沙箱内或草灰中缓冷,以避免裂纹。
5、堆焊层须经粗磨,如发现缺陷时,按上述步骤进行焊补及缓冷。
电焊条 | 硬度 | 化学成分(重量%) | 典型用途 | ||||||||
C | Cr | Si | W | Fe | Mo | Ni | Co | Mn | B | Cu | 其它 |
D812 | 40 | 1.00 | 29.00 | 1.00 | 4.50 | 3.00 | 0.50 | 3.00 | Bal | 1.00 | 发动机气门、高温高压阀门、涡轮机叶片 |
品牌 | 汇鑫 | 牌号 | D802,D812,D822,D832,D842钴基焊条 |
材质 | C Cr Si W Fe Mo Ni Co Mn B Cu | 类型 | 钴基焊条 |
焊芯直径 | φ2.5-φ5.0(mm) | 长度 | 350/400(mm) |
适用范围 | 阀座、轴承、刀口,发动机气门、高温高压阀门、涡轮机叶片 高温高压阀门、锯齿、螺旋推杆 涡轮机叶片、阀座、热冲模 高温耐蚀密封面、挤压模 | 种类 | 钴基堆焊焊条 |
药皮类型 | 钛钙型 | 产地 | 南宫市汇鑫合金焊条厂 |
根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。按照焊条的用途,有两种表达形式,一为原机械工业部编制的的,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。二为国家标准规定,为碳钢焊条,低合金焊条、不锈钢焊条、堆焊焊条、铸铁焊条、铜及铜合金焊条、铝及铝合金焊条。二者没有原则区别,前者用商业牌号表示,后者用型号表示。如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。电焊条的分类方法很多,可分别按用途、熔渣的碱度、焊条药皮的主要成分、焊条性能特征等不同角度对电条进行分类。按用途分类我国现行的焊条分类方法,主要是根据焊条国家标准和原机械工业部编制的《焊接材料产品样本》。焊条型号按国家标准分为8类,焊条牌号按用途分为10类。
主要是根据焊接熔渣的碱度,即按熔渣中碱性氧化物与酸性氧化物的比例来划分。
药皮中含有大量的TiO2、SiO2等酸性造渣物及一定数量的碳酸盐等,熔渣氧化性强,熔渣碱度系数小于1。酸性焊条焊接工艺性好,电弧稳定,可交、直流两用,飞溅小、熔渣流动性和脱渣性好,熔渣多呈玻璃状,较疏松、脱渣性能好,焊缝外表美观。酸性焊条的药皮中含有较多的二氧化硅、氧化铁及氧化钛,氧化性较强,焊缝金属中的氧含量较高,合金元素烧损较多,合金过渡系数较小,熔敷金属中含氢量也较高,因而焊缝金属塑性和韧性较低。
药皮中含有大量的碱性造渣物(大理石、萤石等),并含有一定数量的脱氧剂和渗合金剂。碱性焊条主要靠碳酸盐(如CaCO3等)分解出CO2作保护气体,弧柱气氛中的氢分压较低,而且萤石中的氟化钙在高温时与氢结合成氟化氢(HF),降低了焊缝中的含氢量,故碱性焊条又称为低氢型焊条。采用甘油法测定时,每100g熔敷金属中的扩散氢含量,碱性焊条为1~8mL,酸性焊条为17~50mL。碱性渣中CaO数量多,熔渣脱硫的能力强,熔敷金属的抗热裂纹的能力较强。而且,碱性焊条由于焊缝金属中氧和氢含量低,非金属夹杂物较少,具有较高的塑性和冲击韧性。碱性焊条由于药皮中含有较多的萤石,电弧稳定性差,一般多采用直流反接,只有当药皮中含有较多量的稳弧剂时,才可以交、直流两用。碱性焊条一般用于较重要的焊接结构,如承受动载荷或刚性较大的结构。
按性能分类的焊条,都是根据其特殊使用性能而制造的专用焊条,如超低氢焊条、低尘低毒焊条、立向下焊条、躺焊焊条、打底层焊条、高效铁粉焊条、防潮焊条、水下焊条、重力焊条等。
有碳钢电焊条、纤维素电焊条、低合金钢电焊条、不锈钢电焊条、低温钢电焊条、钼及铬钼耐热钢电焊条、镍及镍合金电焊条、堆焊电焊条、铸铁电焊条。