O形圈润滑脂
O形圈润滑脂是由精炼合成油作为基础油稠无机稠化剂,并加有结构稳定剂、防腐蚀添加剂精制而成,具有良好的防水密封性、防水、抗溶剂性和抗爬电性能,不腐蚀金属,与橡胶多具有较好的适应性,用于卫浴器材、密封圈、电子电气行业的防水密封及润滑。
-

选择特殊符号
选择搜索类型
请输入搜索
O形圈润滑脂是由精炼合成油作为基础油稠无机稠化剂,并加有结构稳定剂、防腐蚀添加剂精制而成,具有良好的防水密封性、防水、抗溶剂性和抗爬电性能,不腐蚀金属,与橡胶多具有较好的适应性,用于卫浴器材、密封圈、电子电气行业的防水密封及润滑。
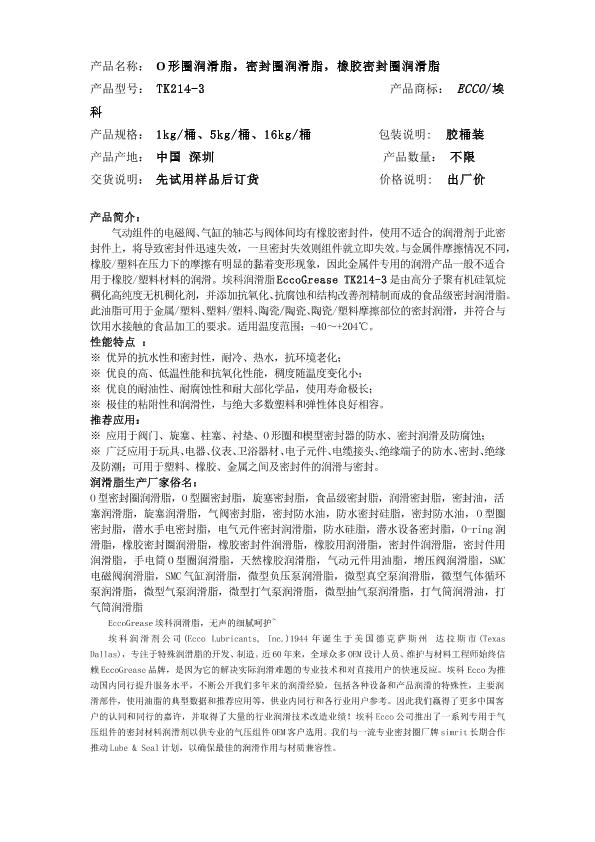
检测项目 | LT273A | 测试方法 |
颜色外观 | 白色半透明膏状 | 目测 |
工作锥入度,(25℃),0.1mm | 225 | ASTM D217 |
滴点,℃ | 330 | ASTM D2265 |
分油,(100℃,24h), Wt.% | 0.8 | ASTM D6184 |
蒸发损失,(99℃,22h), Wt.% | 0.2 | ASTM D972 |
腐蚀,(100℃,24h,T2Cu),级 | 1a | ASTM 4048 |
水淋试验,(79℃,1h), Wt.% | 0.5 | ASTM D1264 |
使用温度范围,℃ | -40~204 | ASTM D1478 |
备注:上述技术数据为产品检测结果的平均值,可能受生产中有限误差的
影响。我们保留修改数据的权利。
※ 应用于阀门、旋塞、柱塞、衬垫、O形圈和楔型密封器的防水、密封润滑及防腐蚀;
※广泛应用于玩具、电器、仪表、卫浴器材、电子元件、电缆接头、绝缘端子的防水、密封、绝缘及防潮;可用于塑料、橡胶、金属之间及密封件的润滑与密封。
O形圈润滑脂是由高分子聚有机硅氧烷稠化高纯度无机稠化剂,并添加抗氧化、抗腐蚀和结构改善剂精制而成的食品级密封润滑脂。此油脂可用于金属/塑料、塑料/塑料、陶瓷/陶瓷、陶瓷/塑料摩擦部位的密封润滑,并符合与饮用水接触的食品加工的要求。适用温度范围:-40~+204℃。
我帮你整理了一下你所要的那些东西滴点:润滑脂在规定条件下随温度升高而变软,从滴点计的玻璃脂杯中滴下第一滴的临界温度。滴点能大致地用来衡量润滑脂的最高使用温度范围。锥入度:在规定温度和负荷下,锥入度计的...
“上海达欣孚机电科技发展有限公司”成立于2007年9月,是一个专业经销进口轴承及相关维护和润滑产品、推广高品质动力配件的服务机构。主营经销瑞典SKF轴承,SKF油脂,SKF工具,SKF皮带,SKF皮带...
RONEX MP (美孚朗力士MP)润滑脂产品简介美孚朗力士 MP 是一种高品质多用途润滑脂,广泛应用于汽车和工业领域。朗力士 MP 由矿物基油和复合锂皂基稠化剂调配而组成, 并含有用于强化性能的添加...
※优异的抗水性和密封性,耐冷、热水,抗环境老化;
※优良的高、低温性能和抗氧化性能,稠度随温度变化小;
※优良的耐油性、耐腐蚀性和耐大部化学品,使用寿命极长;
※极佳的粘附性和润滑性,与绝大多数塑料和弹性体良好相容。
O型密封圈润滑脂、O型圈密封脂、旋塞密封脂、食品级密封脂、润滑密封脂、密封油、活塞润滑脂、旋塞润滑脂、气阀密封脂、密封防水油、防水密封硅脂、密封防水油、O型圈密封脂、潜水手电密封脂、电气元件密封润滑脂、防水硅脂、潜水设备密封脂、O-ring润滑脂,橡胶密封圈润滑脂

 611.O形圈润滑脂,密封圈润滑脂
611.O形圈润滑脂,密封圈润滑脂
611.O形圈润滑脂,密封圈润滑脂
埃科润滑脂EccoGrease TK214-3是由高分子聚有机硅氧烷稠化高纯度无机稠化剂,并添加抗氧化、抗腐蚀和结构改善剂精制而成的食品级密封润滑脂。此油脂可用于金属/塑料、塑料/塑料、陶瓷/陶瓷、陶瓷/塑料摩擦部位的密封润滑,并符合与饮用水接触的食品加工的要求。适用温度范围:-40~+204℃。
 F1304.投影仪镜头润滑脂,投影机润滑脂,投影仪润滑脂
F1304.投影仪镜头润滑脂,投影机润滑脂,投影仪润滑脂
F1304.投影仪镜头润滑脂,投影机润滑脂,投影仪润滑脂
埃科润滑脂EccoGrease HP870是由聚四氟乙烯(PTFE)稠化高度化学稳定性的全氟聚醚油(PFPE),并添加特种抗腐蚀添加剂精制而成的白色全氟聚醚润滑脂。
O形圈设计、使用不当会加速它的损坏,丧失密封性能。实验表明,如密封装置各部分设计合理,单纯地提高压力,并不会造成O形圈的破坏。在高压、高温的工作条件下,O形圈破坏的主要原因是O形圈材料的永久变形和O形圈被挤入密封间隙而引起的间隙咬伤,O形圈在运动时出现扭曲现象。
由于O形圈密封圈用的合成橡胶材料是属于粘弹性材料,所以初期设定的压紧量和回弹堵塞能力经长时间的使用,会产生永久变形而逐渐丧失,最终发生泄漏。永久变形和弹力消失是O形圈失去密封性能的主要原因,以下是造成永久变形的主要原因。
1)压缩率和拉伸量与永久变形的关系
2)温度与O形圈驰张过程的关系
3)介质工作压力与永久变形
O形圈材料的压缩永久变形率与温度有关。当变形率在40%或更大时,即会出现泄漏,所以几种胶料的耐热性界限为:丁腈橡胶70℃,三元乙丙橡胶100℃,氟橡胶140℃。因此各国对O形圈的永久变形作了规定。中国标准橡胶材料的O形圈在不同温度下的尺寸变化见表。同一材料的O形圈,在同一温度下,截面直径大的O形圈压缩永久变形率较低。 在油中的情况就不同了。由于此时O形圈不与氧气接触,般发生在动密封状态。 O形圈如果装配的妥善,并且使用条件适当,一般不大容易在往复运动状态下产生滚动或扭曲,因为O形圈与沟槽的接触面积大于在滑动表面上的摩擦接触面积,而且O形圈本身的抗拒能力原来就能阻止扭曲。摩擦力的分布也趋向保持O形圈在其沟槽中静止不动,因为静摩擦大于滑动摩擦,而且沟槽表面的粗糙度一般不如滑动表面的粗糙度。
引起扭曲损伤的原因很多,其中最主要的是由于活塞、活塞杆和缸筒的间隙不均匀、偏心过大、O形圈断面直径不均匀等造成,由于造成O形圈在一周多受的摩擦力不均匀,O形圈的某些部分摩擦过大,发生扭曲。通常,断面尺寸较小的O形圈,容易产生摩擦不均匀。造成扭曲(运动用O形圈比固定用O形圈的断面直径大就是这个道理。) 另外,由于密封沟槽存在着同轴度偏差,密封高度不相等以及O形圈截面直径不均匀等现象,可能使得O形圈的一部分压缩过大,另一部分过小或不受压缩。当沟槽存在偏心即同轴偏差大于O形圈的压缩量时,密封会完全失效。密封沟槽同轴度偏差大的另一个害处是使O形密封圈沿圆周压缩不均。此外还有由于O形圈截面直径、材质硬度、润滑油膜厚度等的不均以及密封轴表面粗糙度等因素的影响,导致O形圈的一部分沿工件表面滑动,另一部分则发生滚动,从而造成O形圈的扭曲。运动使圈很容易因扭曲而损坏,这是密封装置发生损坏和泄漏的重要原因。因此提高密封沟槽的加工精密度以及减小偏心是保证O形圈具有可靠的密封性和寿命的重要因素。 安装密封圈不应是它处于扭曲状态。假如在安装时就被扭曲,则扭曲损伤就会很快发生。在工作中,扭曲现象会将O形圈切断,产生大量漏油,而且切断的O形圈会混到液压系统的其他部位,造成重大事故。
为了防止O形圈的扭曲损伤,在设计时应注意以下几点
1)O形圈安装沟槽的同心度大小,应从加工方便和不产生扭曲现象两个方面来考虑。
2)O形圈断面尺寸应均匀,并且在每次安装时都应在密封部位充分涂抹润滑油或润滑脂。有时也可以采用浸透润滑油的毡圈式加油装置。
3)加大O形圈的截面直径,动密封用O形密封圈的截面直径一般应大于静密封用O形圈;此外,O形圈应避免用作大直径活塞的密封。
4)在低压下也产生扭曲损伤时,可使用密封圈保护挡圈。
5)降低缸筒和活塞杆的表面粗糙度。
6)采用低摩擦系数的材料制作O形密封圈。
7)可用不易产生扭曲现象的密封圈代替O形圈。
当密封的间隙具有相对运动时,工作环境中的灰尘和沙粒等被粘附在活塞杆表面,并随着活塞杆的往复运动与油膜一起被带入缸内,成为侵入O形密封圈表面的磨粒,加速O形圈的磨损,以致其失去密封性。为了避免这种情况发生,在往复运动式密封装置的外伸轴端处必须使用防尘圈。
滑动表面对O形圈的影响
滑动表面的粗糙度是影响O形圈表面摩擦与磨损的直接因素。一般地说,表面光洁摩擦与磨损就小,所以滑动表面的粗糙度数值往往很低(Ra0.2-.050μm)。但是,试验表明,表面粗糙过低(Ra低于0.050μm)又会给摩擦与磨损带来不利的影响。这是因为微小的表面凹凸不平,可以保持必要的润滑油膜。因此要选择适当的表面要求。 滑动表面的材质对O形圈的寿命也有影响。滑动表面材质的硬度越大、耐磨性越高、保持光洁的能力就越强,O形圈的寿命也就越长。这也是液压缸活塞杆表面镀铬的重要原因。同理可以解释具有同样粗糙度的用铜、铝合金制成的滑动表面比钢制滑动表面对密封圈的摩擦与磨损更为严重,低硬度、大压缩量的密封圈不如高硬度、小压缩量的密封圈耐用的情况。
摩擦力与O形圈的应用
在动密封装置中,摩擦与磨损是O形圈损坏的重要影响因素。磨损程度主要取决于摩擦力的大小。当液体压力微小时,O形圈摩擦力的大小取决于它的预压缩量。当工作液体承受压力时,摩擦力随之工作压力的增加而增大。在工作压力小于20MPa的情况下,近似地呈线形关系。压力大于20MPa时,随着压力的增加,O形圈与金属表面接触面积的增加也逐渐缓慢,摩擦力的增加也相应缓慢。在正常情况下,O形圈的使用寿命随着液体压力的升高将会近似的呈平方关系而减小。摩擦力的增加,使得旋转或往复运动的轴与O形密封圈之间产生大量的摩擦热。由于多数O形圈都是用橡胶制成的,导热性极差。因此,摩擦热就会引起橡胶的老化,导致O形圈实效,破坏其密封性能。摩擦还会引起O形圈表面损伤,使压缩量减小。严重的摩擦会很快引起O形圈的表面损坏,失去密封性。作气动往复运动用密封时,摩擦热还会引起粘着,造成摩擦力进一步增加。运动用密封在低速运动时,摩擦阻力还是引起爬行的一个因素,影响元件和系统的工作性能。所以对运动密封来说,摩擦性是重要性能之一。摩擦系数是摩擦特性的一个评价指标,合成橡胶摩擦系数较大,由于密封在运动状态时,通常处于工作油液或润滑剂参与的混合润滑状态,摩擦系数一般在0.1以下。 摩擦力的大小在很大程度上取决于被密封件的表面硬度与表面粗糙度。 7、焦耳热效应 橡胶材料的焦耳热效应,是指处于拉伸状态的橡胶遇热产生收缩的现象。在安装O形圈时,为了使它在密封沟槽内不产生窜动,在用作往复运动密封时,不产生扭曲现象,一般使它处于某种程度的拉伸状态。但如果将这种安装方法用于旋转运动,就会产生不良的结果。本来已经紧箍在旋转轴上的O 形密封圈,因旋转运动产生的摩擦热而收缩,进而使这种紧箍力增大,这样,产生摩擦热→收缩→紧箍力增大→产生摩擦热→……,如此反复循环,就大大地促进了橡胶的老化和磨损
O形圈硬度的选择是比较重要的。如某电站水泵水轮机硬度为70(Shore)密封圈,常常剥落,甚至横向切断,后采用85~90(Shore)的密封圈,效果理想。
硬度低,安装方便,但容易出现剥落、安装损伤、挤出甚至压力爆炸。硬度过高,安装不方便。
通常O形圈硬度40~90 IRHD,但在使用中一般70 IRHD是比较合适的,对于硅橡胶是例外,一般使用60 IRHD。
O形圈的修整
未硫化O形圈胶料在高温、压力下为粘稠流体,而到了模压硫化阶段,胶料迅速充满模腔,其多余的部分(为了防止缺胶,填充在模腔中的胶料,肯定保持一定的过量)溢出硫化,便形成了溢胶(也称废边、飞边)。溢边一旦形成,为使外观整齐、美观,必须除去,这一工序习称修边。对修边的要求是尺寸精确、外观整齐。在实际生产中。产品的修边往往费时、耗工,对于要求严的产品,在修边时稍有不慎即可能出废次,必须谨慎对待。一般来说,产品的尺寸规格越小、构形越复杂,修边的难度越高,废品也越多。
O形圈的修边分为手工、机械和冷冻等三类:
1.手工修边。操作者手持刀具,沿着产品的外缘,将溢边逐步修去。这是最原始的方法。效率低、质量难保证,特别对尺寸较小,精度要求高的O形圈难以做到彻底、于净,而且很容易损及产品本体与溢边的连接部。往往留下齿痕、缺口,从而留下漏油、漏气等影响密封的后遗问题。另外。手工修边对操作熟练程度的依赖也很突出。
2.机械修边。为了提高效率和质量,出现了机械修边。常见的是带旋转刀刃的专用电动修边机。所用的刀刃需与制品尺寸高度匹配。如果产品的内外缘都有溢边。则可设计成双刃、多刃口。以实现一次完成。机械修边的加工精度超过手工修边,效率也有成倍提高,特别对一模多腔的产品而言,可以按照产品的排列与分布,设计出与之匹配的刀具。待产品出模后。可整版套上,一次完成冲切。在加热的配合下,一次能修几十个。关键是冲切温度必须掌握好,防止过高后粘连。
3.冷冻修边。将硫化好的成品连同废边,在冷冻条件下进行除边。该技术是由日本的昭和碳酸与国内的昭凌精密共同发明改进,几十年来,随着冷冻介质的选择、换代以及机械动作的改进,冷冻修边也经历了几代改进,日臻成熟和完善,工作效率和加工质量都有了明显的提高。
一、安装O形圈(O型橡胶密封圈)的要求
在安装O形圈(O型橡胶密封圈)之前,检查以下各项:
1.引入角是否按图纸加工 锐边是否倒角或倒圆;
2.内径是否去除毛刺 表面有无污染;
3.密封件和零件是否已涂抹润滑脂或润滑液(要保证弹性体的介质相容性,推荐用所密封的液体来润滑);
4.不得使用含固体添加剂的润滑脂,如二硫化钼、硫化锌。
二、手工安装O形圈(O型橡胶密封圈):
1.使用无锐边的工具;
2.保证O形圈(O型橡胶密封圈)不扭曲,不得过量拉伸O形圈(O型橡胶密封圈);
3.尽量使用辅助工具安装O形圈(O型橡胶密封圈),并保证正确定位;
4.对于用密封条粘接成的O形圈(O型橡胶密封圈),不得在连接处拉伸。
三、安装螺丝、花键等
1.当O形圈(O型橡胶密封圈)拉伸后,要通过螺丝、花键、键槽等时,必须使用安装心轴。该心轴可以用较软、光滑的金属或塑料制成,不得有毛刺或锐边。
2.安装压紧螺丝时,应对称旋紧螺丝,不得按方向顺序旋紧。