SZL型组装水管蒸汽锅炉,是双锅筒纵置链条炉排蒸汽锅炉.锅炉本体由纵置的上、下锅筒和对流管束组成.燃烧室左右二侧装有光管水冷壁管.上锅筒内装有汽水分离装置和表面排污装置,下锅筒内装有定期排污装置.在锅炉尾部布置了省煤器.锅炉燃烧部分采用轻型链条炉排实现机械加煤,配有鼓风机、引风机进行机械通风,并装有螺旋出渣机实现自动出渣.燃料自煤斗落到炉排上,进入炉膛燃烧后,火焰经过后拱折射向上通过本体燃烬室折向对流管束,通过后烟气出口进入省煤器、除尘器,然后由引风机抽引通过烟道至烟囱排向大气.
-

选择特殊符号
选择搜索类型
请输入搜索
1.本锅炉分上、下两大件出厂,上部大件包括锅炉本体、钢架集上部炉墙,下部大件包括煤斗、链条炉排、底座钢架、下部炉墙,除中间隔墙在现场砌筑外其余部件均组装出厂.锅炉尾部铸铁省煤器及风道随炉配套出厂.
2.燃烧部分采用轻型链条炉排,双侧进风.炉排下设有六个独立风室,在风室两侧设有调风机构,空气由鼓风机鼓入在底座下部进入二侧风道,经调风机构进入独立风室.
3.上部炉墙由工厂组装出厂,下部炉墙及前后拱由耐火粘土砖硅酸纤维及保温材料组成.燃料自加煤斗经煤闸门进入炉膛燃烧,燃烬的煤渣在炉排的运行下落入出渣斗由螺旋出渣机排出.
4.锅炉设有电控操作台,操作台设有锅炉热工参数显示仪、鼓、引风机开度指示表、电动执行机构的遥控按钮.锅炉给水采用自动给水装置并设有超温报警装置.
5.燃烧煤种适宜低位发热值≥17750J/Kg,挥发物>38.5%,含灰量≤32.4%的二类烟煤.
序号 | 项目 | 单位 | 技术参数 | ||||
1 | 型号 | SZL6-1.25-AII | SZL6-1.6-AII | SZL10-1.6-AII | SZL10-2.45-AII | SZL10-2.45/400-AII | |
2 | 运输尺寸 | M | 9.3×2.6×3.6 | 9.3×2.6×3.6 | 12.5×2.7×3.9 | 6.8×2.6×3.5 | 7.9×3.2×3.5 |
3 | 蒸发量 | t/h | 6.0 | 6.0 | 10.0 | 10.0 | 10.0 |
4 | 工作压力 | Mpa | 1.25 | 1.6 | 1.6 | 2.5 | 2.45 |
5 | 蒸汽温度 | ℃ | 183 | 203 | 203 | 280 | 400(过热) |
6 | 设计热效率 | % | 75.44 | 76.73 | 75.65 | 76.73 | 78.51 |
7 | 小时耗煤量 | kg/h | 1002.2 | 1188.4 | 1389.8 | 1412.6 | 1914.55 |
8 | 受热面积锅炉+省煤器 | m2 | 38.29 | 249.06 | 386.22 | 394.37 | 408.78 |
9 | 炉排面积 | m2 | 6.6 | 8.3 | 10.2 | 11.73 | 12.8 |
10 | 燃烧方式 | 链条层燃 | 链条层燃 | 链条层燃 | 链条层燃 | 链条层燃 | |
11 | 适用煤种 | II类烟煤 | II类烟煤 | II类烟煤 | II类烟煤 | II类烟煤 | |
12 | 锅炉重量 | t | 33.6 | 36.6 | 48.1 | 51.7 | 52.2 |
SZL型组装水管蒸汽锅炉,是双锅筒纵置链条炉排蒸汽锅炉.锅炉本体由纵置的上、下锅筒和对流管束组成.燃烧室左右二侧装有光管水冷壁管.上锅筒内装有汽水分离装置和表面排污装置,下锅筒内装有定期排污装置.在锅炉尾部布置了省煤器.锅炉燃烧部分采用轻型链条炉排实现机械加煤,配有鼓风机、引风机进行机械通风,并装有螺旋出渣机实现自动出渣.燃料自煤斗落到炉排上,进入炉膛燃烧后,火焰经过后拱折射向上通过本体燃烬室折向对流管束,通过后烟气出口进入省煤器、除尘器,然后由引风机抽引通过烟道至烟囱排向大气.
一、首先来说下锅炉如何清洗的问题。 为使锅炉系统在最优化状态下运行,就必须对锅炉系统的水系统进行专门的化学药物处理:清除水垢、锈蚀和防腐蚀处理: 1、化学清洗:锅炉的清洗是对锅炉对流管、过热器管、...
双锅筒的锅炉容水量大,安全系数高。但钢材耗量大,制作成本高,安装费用高,相对升压要慢一些。单锅桶则反之。
哈尔滨锅炉厂、凯大蒸汽源、上海锅炉厂这些都是大厂。

 蒸汽锅炉
蒸汽锅炉
蒸汽锅炉
来源蒸汽锅炉: www.chinazhongchuang.cn 蒸汽锅炉 蒸汽锅炉 按照燃料可以分为电蒸汽锅炉、燃油蒸汽锅炉、燃气蒸汽 锅炉等 ;按照构造可以分为立式蒸汽锅炉、卧式蒸汽锅炉,小型蒸汽锅 炉多为单、双回程的立式结构,大型蒸汽锅炉多为三回程的卧式结构。 蒸汽锅炉 按照结构可分为立式双回程结构蒸汽锅炉和卧式三回程 结构蒸汽锅炉。 立式燃油燃气蒸汽锅炉采用燃烧机下置方式,二回程结构, 燃料燃 烧充分,锅炉运行稳定 ;烟管内插有扰流片,减缓排烟速度,增加换热 量,锅炉热效率高,降低用户使用成本。 卧式蒸汽锅炉为锅壳式全湿背顺流三回程烟火管结构, 火焰在大燃 烧室内微正压燃烧,完全伸展,燃烧热负荷低,燃烧热效率高,有效地 降低了排烟温度,节能降耗,使用经济。波形炉胆和螺纹烟管结构,既 提高了锅炉的吸热强度,又满足了换热面受热膨胀的需要,科学合理, 经久耐用。 蒸汽锅炉 的容量说明:
 双锅筒纵置式链条组装水管蒸汽锅炉
双锅筒纵置式链条组装水管蒸汽锅炉
双锅筒纵置式链条组装水管蒸汽锅炉
双锅筒纵置式链条组装水管蒸汽锅炉 SZL系列组装水管蒸汽锅炉 安装使用说明书 一、结构简介及主要规范 SZL系列组装水管蒸汽锅炉是双锅筒纵置式链条炉排锅炉, 本锅炉主要部件在厂内组装 成二大件出厂。即上部(锅炉本体)大件及下部(链条炉排)大件,二大件在工地上合拢后 只需进行下部炉墙的砌筑,烟风道,管道、仪表、阀门、出渣器等安装,然后接通水、电即 可投入运行,本锅炉具有结构紧凑,安装使用方便,锅炉热效率高,基建投资省等优点。 1、锅炉的汽水系统流程: 软化水→水箱→水泵→省煤器→上锅筒→下降管→集箱→下锅筒→集箱→上升管→ (水 冷壁管)→上锅筒→主蒸汽阀。 2、烟气系统流程: 燃料自煤斗通过煤闸门, 经刮平后随炉排缓慢地进入炉膛, 着火燃烧, 燃烧后产生的烟 气由炉膛经燃烬室进入对流段, 由对流段进入省煤器, 除尘器, 然后由引风机抽引通过烟囱 排向大气。 3、灰渣系统流程: 燃料经燃烧后
GT1212/3型数控锅筒钻,主要用于锅筒及类似零件的钻孔加工,在本机床上加工锅筒及类似零件,整个钻孔过程都是自动完成。CAD图纸可以直接输入,系统自动生成加工程序。工件液压夹紧后,有三个钻削动力头同时在工件上钻孔,可提高加工效率3~4倍。钻头自动冷却、切屑自动排除,操作极为方便。该数控锅筒钻是锅筒类零件钻孔加工的理想设备。
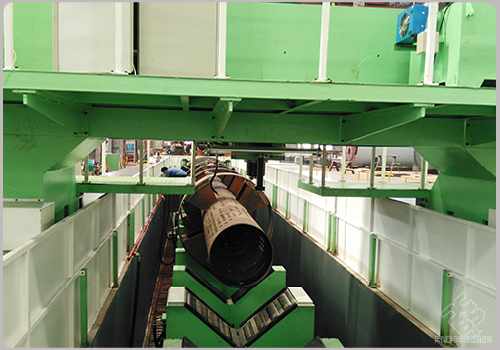
锅筒钻组成部分:
数控锅筒钻由床身,床头、床尾、下支座、液压卡盘、纵向溜板、钻削动力头、液压滑台、前夹压装置,后支承、排屑及冷却、液压系统、电气系统、激光对线装置等组成。

数控锅筒钻配置的直线滚动导轨、齿轮齿条、精密减速机、液压泵、阀、PLC、伺服电机、驱动器等电气件,均为世界知名品牌厂家产品,因而整机的可靠性非常高,故障少,开机率高。
锅筒锅炉是带有锅筒并用于构成循环回路的水管锅炉。
高速双针综合送料平缝缝纫机具有自动剪线、自动倒缝、自动攀升、压脚自动提升、针距自动切换等缝制模式