T1紫铜管化学成份文献

 TP2紫铜管与T2紫铜管性能有什么区别
TP2紫铜管与T2紫铜管性能有什么区别
TP2紫铜管与T2紫铜管性能有什么区别
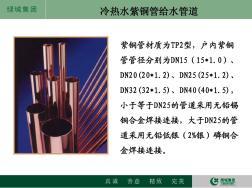
TP2 紫铜管与 T2 紫铜管性能有什么区别 相关性能和了解更多加工性能可以百度绿兴金属找到我们。 tp2 是磷脱氧铜 t2 是普通紫铜 T2 紫铜板为国内牌号 T2 的纯铜轧制板材, 相对应的美国牌号为 C11000 、日本 牌号为 C1100 。T2 紫铜棒的铜含量极高达到 99.90 %以上,杂质总含量不大于 0.1%。 紫铜外观呈紫红色,具有极高的导电、导热性,良好的耐腐蚀性和易加工性。因 此,根据不同的用途多被加工成板材、带材、箔材、管材、棒材、线材、盘条、 异性铜材及铜铸件等。 T2 紫铜板就属于铜板材。 铜板材又分为热轧板及冷轧板, 热轧板的厚度一般在 425mm ,冷轧板厚度在 0.2mm15mm 之间,宽度 2500mm ,长度可达 6000mm 。紫铜板的厚度可达 50mm 。 紫铜的用途:紫铜具有优良的导电性导热性良好的耐腐蚀性和加工性能, 可以熔 焊和钎焊。 T1、