选择特殊符号
选择搜索类型
请输入搜索

碳 C :1.50~1.60(答应偏差:±0.01) 硅 Si:0.15~0.40(答应偏差:±0.05)
锰 Mn:0.15~0.40(答应偏差:0.04)
硫 S :≤0.030
磷 P :≤0.030
铬 Cr:3.75~5.00(答应偏差:±0.05)
镍 Ni:答应残余含量≤0.30
铜 Cu:答应残余含量≤0.25
钒 V :4.50~5.25(答应偏差:±0.05)
钼 Mo:≤1.00(答应偏差:尺寸≤6,±0.05;尺寸>6,±0.10)
钨 W :11.75~13.00(答应偏差:尺寸≤10,±0.10;尺寸>10,±0.20)
钴 Co:4.75~5.25(答应偏差:±0.15)
为钨系高碳高钒含钻高速钢,具有很高的耐磨性、硬度及抗回火稳定性,并提高了高温硬度和红硬性,耐 用度超过一般高速钢2倍以上。适于加工中高强度钢、冷轧钢、铸造合金钢和低合金超高强度钢等难加工材料,不宜制作高精度复杂刀具。此钢强度和韧性较低,成本较贵。
材料名称:高速工具钢
牌号:W12Cr4V5Co5
标准:GB/T9943-1988
①合金工具钢钢号的平均碳含量≥1.0%时,不标出碳含量;当平均碳含量<1.0%时,以千分之几表示。例如Cr12、CrWMn、9SiCr、3Cr2W8V。②钢中合金元素含量的表示方法,基本上与合金结构钢...
碳 C :0.14~0.19硅 Si:≤0.40锰 Mn:1.00~1.30硫 S :0.010~0.035磷 P :≤0.035铬 Cr:0.80~1.10
经过淬火后的钢件,由于硬度高,传统方式都是采用磨削工艺来获得,但为了提高加工效率,降低生产成本,随着行业的不断发展,逐渐出现了以车代磨,以铣代磨工艺,但同样车削、铣削淬火后钢件难度较大,由于遇到断续切...
硬度 :交货硬度:(其他加工方法)≤293HB; (退火)≤277HB。试样热处理制度及淬回火硬度:≥65HRC
●热处理规范及金相组织:
热处理规范:淬火,820~870℃预热,1220~1240℃(盐浴炉)或1230~1250℃(箱式炉)加热,油冷, 530~550℃回火3次,每次2h。
●交货状态:热轧、锻制、冷拉钢棒以退火状态交货,热轧、锻制钢棒以退火 其他加工方法(剥皮、轻拉、磨光或抛光等)加工后交货。

 高速工具钢W6Mo5Cr4V2表面不同DLC处理后的性能探讨
高速工具钢W6Mo5Cr4V2表面不同DLC处理后的性能探讨
高速工具钢W6Mo5Cr4V2表面不同DLC处理后的性能探讨
设计了过渡层和梯度膜结构,采用PVD磁控溅射工艺和PVD磁控溅射+PECVD(脉冲等离子增强化学气相沉积)复合工艺在高速工具钢W6Mo5Cr4V2表面制备不同的类金刚石(Diamond-like Carbon,DLC)膜:Ti过渡层+DLC膜以及CrN+CrNC+CrC+DLC(掺杂Cr)硬质膜。对这两种膜层的成分、结构、形貌和力学性能的对比分析发现,前者表面粗糙度小,但是后者的综合力学性能更好。
 高速工具钢W18Cr4V材料技术要求
高速工具钢W18Cr4V材料技术要求
高速工具钢W18Cr4V材料技术要求
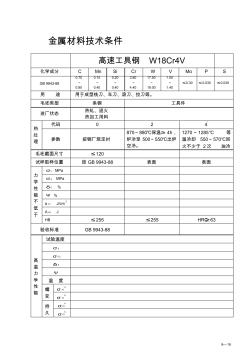
9—19 金属材料技术条件 高速工具钢 W18Cr4V 化学成分 C Mn Si Cr W V Mo P S GB 9943-88 0.70 ~ 0.80 0.10 ~ 0.40 0.20 ~ 0.40 3.80 ~ 4.40 17.50 ~ 19.00 1.00 ~ 1.40 ≤0.30 ≤0.030 ≤0.030 用 途 用于成型铣刀、车刀、滚刀、拉刀等。 毛坯类型 条钢 工具件 进厂状态 热轧、退火 热加工用料 热 处 理 代码 0 2 4* 参数 按钢厂规定时 870~880℃保温≥ 4h, 炉冷至 500~550℃出炉 空冷。 1270~1285℃ 等 温冷却 550~570℃回 火不少于 2次 油冷 毛坯截面尺寸 ≤120 试样取样位置 按 GB 9943-88 表面 表面 力 学 性 能 不 低 于 σ b MPa σ S M
●材料名称:高速工具钢
●牌号:W12Cr4V5Co5
●标准:GB/T9943-2008(2008.5.13发布,2008.11.1实施)
●特性及适用范围:
为钨系高碳高钒含钻高速钢,具有很高的耐磨性、硬度及抗回火稳定性,并提高了高温硬度和红硬性,耐 用度超过一般高速钢2倍以上。适于加工中高强度钢、冷轧钢、铸造合金钢和低合金超高强度钢等难加工材料,不宜制作高精度复杂刀具。此钢强度和韧性较低,成本较贵。
●使用特性
(1)硬度
在600℃左右的工作温度下,仍能保持较高的硬度。红硬性对热变形模具和高速切削刀具用钢是非常重要的性能。
(2)耐磨性
具有良好的耐磨性,即抵抗磨损的能力。工具在承受相当大的压力和摩擦力的条件下,仍能保持其形状和尺寸不变。
(3)强度和韧性
含钴高速工具钢是在通用高速工具钢的基础上加入一定量的钴,可显著提高
钢的硬度、耐磨性和韧性。
(4)其他性能
具有一定的高温力学性能、热疲劳性、导热性和耐磨腐蚀性能等。●化学成分:
Si:0.15~0.40
S:≤0.030
P:≤0.030
Cr:3.75~5.00
V:4.50~5.25
W:11.75~13.00
Co:4.75~5.25
●冶炼方法
应采用电炉或电渣重溶方法冶炼。冶炼方法要求应在合同注明,未注明时由供方选择。
●热处理规范及金相组织: 热处理规范:淬火,820~870℃预热,1220~1240℃(盐浴炉)或1230~1250℃(箱式炉)加热,油冷, 530~550℃回火3次,每次2h。
●交货状态
钢棒以退火状态交货,或退火后再经其他加工方法加工后交货,具体要求应在合同注明。
高速工具钢主要用于制造高效率的切削刀具。由于其具有红硬性高、耐磨性好、强度高等特性,也用于制造性能要求高的模具、轧辊、高温轴承和高温弹簧等。高速工具钢经热处理后的使用硬度可达HRC63以上,在600℃左右的工作温度下仍能保持高的硬度,而且其韧性、耐磨性和耐热性均较好。退火状态的高速工具钢的主要合金元素有钨、钼、铬、钒,还有一些高速工具钢中加入了钴、铝等元素。这类钢属于高碳高合金莱氏体钢,其主要的组织特征之一是含有大量的碳化物。铸态高速工具钢中的碳化物是共晶碳化物,经热压力加工后破碎成颗粒状分布在钢中,称为一次碳化物;从奥氏体和马氏体基体中析出的碳化物称为二次碳化物。这些碳化物对高速工具钢的性能影响很大,特别是二次碳化物,其对钢的奥氏本晶粒度和二次硬化等性能有很大影响。碳化物的数量、类型与钢的化学成分有关,而碳化物的颗粒度和分布则与钢的变形量有关。钨、钼是高速工具钢的主要合金元素,对钢的二次硬化和其他性能起重要作用。铬对钢的淬透性、抗氧化性和耐磨性起重要作用,对二次硬化也有一定的作用。钒对钢的二次硬化和耐磨性起重要作用,但降低可磨削性能。
2018年9月17日,《预硬化高速工具钢》发布。
2019年6月1日,《预硬化高速工具钢》实施。