Z308焊条
- Z308是纯镍焊芯、强还原性石墨型药皮的铸铁焊条,施焊时,焊件可不预热,具有良好的抗裂性能和加工性能。
-

选择特殊符号
选择搜索类型
请输入搜索
| 熔敷金属化学成分(%) 化学成分 C Mn Si S Ni Fe 其它元素总量 保证值 ≤2.00 ≤1.00 ≤2.50 ≤0.030 ≥90 ≤8 ≤1.00 |
|
| 参考电流 (AC、DC ) 焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0 焊接电流(A) 50~100 70~120 110~180 160~190 |
| Z308纯镍铸铁焊条 |
符合 GB EZNi-1 相当 AWS ENi-C1 |
| 说明:镍价格昂贵,应该在其它焊条不能满足时才可选用。交直流两用。 |
|
| 用途:用于铸铁薄件及加工面的补焊,如发动机座、机床导轨、齿轮座等重要灰口铸铁件。 |
|
Z308是纯镍焊芯、强还原性石墨型药皮的铸铁焊条,施焊时,焊件可不预热,具有良好的抗裂性能和加工性能。
请问铸铁Z308焊条是纯镍焊条吗? Z308型号的焊条是不是都一样的
Z308的焊芯是纯镍的,各个厂家同一牌号型号的焊条不会完全一样,因为药皮配方不会完全一样
Z308是纯镍焊芯、强还原性石墨型药皮的铸铁焊条,施焊时,焊件可不预热,具有良好的抗裂性能和加工性能。镍价格昂贵,应该在其它焊条不能满足时才可选用。交直流两用。用于铸铁薄件及加工面的补焊,如发动机座、...
1.焊前焊条须经150℃左右烘焙1h。
2.可以通过锤击焊缝消除焊补区应力,避免裂纹。

 使用Z308焊条补焊汽缸本体裂纹的探讨
使用Z308焊条补焊汽缸本体裂纹的探讨
使用Z308焊条补焊汽缸本体裂纹的探讨
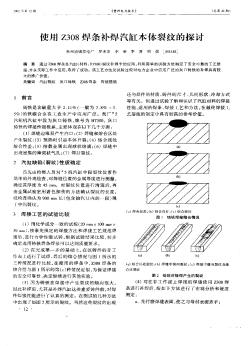
使用Z308焊条补焊汽缸本体裂纹的探讨——通过Z3o8焊条在汽缸(材料:m300)裂纹补焊中的应用,利用简单的试验方法制定了安全可靠的工艺措施,并在实际工作中应用,取得了成功。该工艺方法及试验过程对电力企业中应用广泛的灰口铸铁的补焊具有较大的推广价值。
 SUSY308不锈焊条钢盘条的开发
SUSY308不锈焊条钢盘条的开发
SUSY308不锈焊条钢盘条的开发
SUSY308不锈焊条钢盘条的开发——本文重点介绍了SUSY308不锈焊条钢盘条的开发工艺及开发过程中对工艺的改进。
Z308是纯镍焊芯、强还原性石墨型药皮的铸铁焊条,施焊时,焊件可不预热,具有良好的抗裂性能和加工性能。镍价格昂贵,应该在其它焊条不能满足时才可选用。交直流两用。
品牌 | 斯米克 | 牌号 | Z308 |
材质 | C Mn Si S Ni Fe | 类型 | 铸铁焊条 |
焊芯直径 | φ2.5-φ5.0(mm) | 长度 | 350/400(mm) |
适用范围 | 用于铸铁薄件及加工面的补焊,如发动机座、机床导轨、齿轮座等重要灰口铸铁件 | 种类 | 铸铁焊条 |
药皮类型 | 石墨型 | 产地 | 上海斯米克焊材有限公司 |
符合 GB EZNi-1
| 品牌 |
华隆 |
牌号 |
Z308 |
| 材质 |
C Mn Si S Ni Fe |
类型 |
铸铁焊条 |
| 焊芯直径 |
φ2.5-φ5.0(mm) |
长度 |
350/400(mm) |
| 适用范围 |
用于铸铁薄件及加工面的补焊,如发动机座、机床导轨、齿轮座等重要灰口铸铁件 |
种类 |
铸铁焊条 |
| 药皮类型 |
石墨型 |
产地 |
河北省华隆特种焊条 |
熔敷金属化学成分(%)
| 化学成分 |
C |
Mn |
Si |
S |
Ni |
Fe |
其它元素总量 |
| 保证值 |
≤2.00 |
≤1.00 |
≤2.50 |
≤0.030 |
≥90 |
≤8 |
≤1.00 |
参考电流 (AC、DC )
| 焊条直径(mm) |
φ2.5 |
φ3.2 |
φ4.0 |
φ5.0 |
| 焊接电流(A) |
50~100 |
70~120 |
110~180 |
160~190 |
