凹版印刷工艺流程文献

 凹版印刷的工艺流程
凹版印刷的工艺流程
凹版印刷的工艺流程
凹版印刷的工艺流程详细介绍 薄膜放卷 →张力控制 →印刷第一色 →干燥→套印第二色 →干燥→套印第三色 →干燥→套印第四色 →干燥→牵引→收卷 编辑本段 凹版印刷的操作程序 1.准备工作 (1)检查印刷机周围是否有灰尘、垃圾以及同印刷无关的杂物,检查通风排 气设施是否完好。 [1] (2)检查原辅材料是否备足,是否符合印刷要求。塑料薄膜的印刷,要求待 印基材膜符合以下要求:①表面光滑平整,无明显僵块、黄黑点、孔洞,无过多 的皱褶;②待印基材薄膜的平均厚度误差应在 10%以内 (1m 印刷宽度时 ),平均 厚度误差的计算公式可参见干式复合基材膜的要求; ③在印刷张力下, 待印基材 膜的伸长率应在 1%以内;④待印基材膜的表面张力应 ≥40dyn/cm;⑤事先了解 基材薄膜同印刷油墨之间的亲合性情况, 对于易与印刷墨中溶剂溶解和溶胀的薄 膜,印刷速度和油墨的浓度可大一些。 涂布基材膜涂布层印
 丝网印刷工艺流程图
丝网印刷工艺流程图
丝网印刷工艺流程图
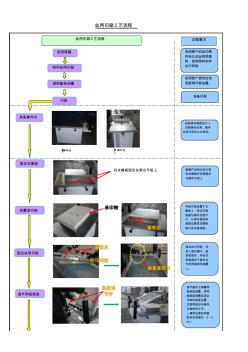
操作台 将支撑板固定在架台平板上 丝网印刷工艺流程 操作台 收到原稿 制作丝网印版 调色配制油墨 印刷 准备操作台 固定支撑板 放置承印物 固定丝网印版 丝网印刷工艺流程 过程要点 收到客户的丝印图 样转化成丝网用图 样,按照图样制作 丝印网板 按照承印物质的大小 定制操作台架,操作 台面可前后左右移动。 根据产品特点设计制 作支撑板并将其固定 在操作台面上 将承印物放置于支 撑板上,保证印刷 表面与操作台面平 行,以承印物的两 垂直边靠紧支撑板 做为定位基准面。 固定丝印网板:将 放入固定槽中,旋 紧紧固夹,将丝印 网板固定于操作台 专用网板固定装置 上。 调节网板高度 按照客户提供的色 板配制印刷油墨 准备印刷 调节操作台调整网 板高度装置,将网 板高度调整至适合 印刷的高度位置, 注意网板应与操作 台面保持水平。 (通常应使丝网面 距承印表面对 3~4 ㎜) 前后调整 烘干机控制