问:怎么才能每天都收到技术文献文章呢??
鞍钢260 t转炉高效生产技术
朱国强,王鹏,张志文,毛志勇,李冰,宋宇
(鞍钢股份有限公司炼钢总厂,辽宁鞍山114021)
摘要:为了解决鞍钢股份有限公司炼钢总厂四分厂260 t 转炉冶炼周期长,影响产能的问题,优化了氧枪喷头参数、氧枪控制方案和出钢口尺寸。实践表明,采取措施后,转炉的冶炼周期缩短了4.22 min,氧耗、终渣氧化铁含量等指标得到改善,达到了转炉高效生产的目的。
关键词:转炉;冶炼周期;氧枪;出钢口
近年来,随着现代科学技术的发展,钢铁企业大力推行结构优化, 炼钢生产正在向实现紧凑式连续化的专业生产线、实现高效率快节奏的生产工艺、进一步提高钢水的洁净度、实现生产和管理智能化、降低消耗和污染的方向发展[1]。转炉冶炼周期是衡量转炉炼钢水平的综合技术指标之一,与转炉钢产量、炼钢操作工艺、钢水质量以及设备作业率紧密联系[2]。目前,转炉冶炼周期世界先进水平已达20~25 min,国内先进水平也达到30 min左右[3]。鞍钢股份有限公司炼钢总厂四分厂3# 铸机正式投产后, 形成了3 座转炉兑3 台铸机的生产局面,转炉冶炼周期为42~44 min,炼钢工序成了产能限制环节。因此,缩短转炉冶炼周期,实现高效化生产, 其意义已不仅仅是优化转炉技术经济指标,更重要的是实现全连铸的炉机匹配,保证炼钢系统的生产稳定、均衡和顺行。为了解决这个问题,分析了现有的转炉技术装备,通过优化氧枪喷头参数和出钢口尺寸,缩短了转炉的冶炼周期,达到了转炉高效低成本生产的目的。
1 转炉主要技术参数
鞍钢股份有限公司炼钢总厂四分厂260 t 转炉主要技术参数见表1。

2 转炉提效限制环节分析
2.1 氧枪供氧强度
四分厂以冶炼汽车钢和低碳钢种为主, 钢种磷含量非常低, 转炉供氧量要求47 000 ~53 700 m3/h,最大供氧量为59 000 m3/h,最小供氧量为40 000 m3/h。副枪过程测试时,调整氧气流量为20 000~30 000 m3/h。而氧枪设计时偏向于软吹脱磷型,氧气流量为51 000 m3/h。供氧强度不能完全达到实际要求,影响了转炉冶炼周期。
2.2 氧枪枪位
生产低磷IF 钢时,由于钢种含磷量最低时要求≤0.010%, 需要长时间的高枪位吹氧增加渣中FeO 含量来达到满足低磷含量的要求, 枪位最高时达到320 cm,达不到一定的冲击深度,供氧时间偏长,影响了转炉冶炼周期。
2.3 出钢时间
转炉冶炼周期包括吹炼时间和辅助时间(包括兑铁、出钢、溅渣、等待等)两部分。长期以来,国内钢厂偏重于提高供氧强度,缩短吹炼时间,却忽视了缩短辅助时间的重要性。日本转炉吹炼时间与辅助时间之比基本上为1∶1。而我国传统转炉冶炼周期中,吹炼时间和辅助时间之比长达1∶(1.3~1.5)[3]。四分厂吹炼时间为13.5~15.0 min,但是辅助时间为23~27 min,吹炼时间和辅助时间之比高达1:1.7,所以,有必要缩短辅助时间。
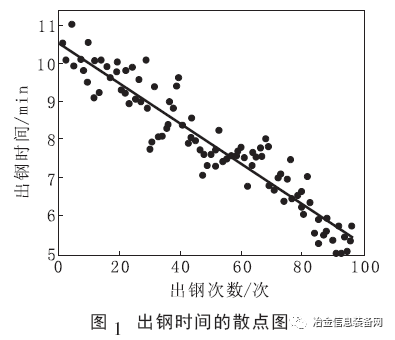
四分厂原使用内径160~165 mm 的出钢口,尺寸偏小(为满足提高出钢口寿命而设计)。图1为出钢时间散点图。从图1 可以看出,新下出钢口前5 炉出钢时间最长,达到11 min,前40 炉出钢时间都在8 min 以上。图1 中统计炉数平均出钢时间7.7 min,适宜的出钢时间为5~6 min,导致钢水温降较大,严重制约产能,且浪费生产成本。
3 转炉提效措施
3.1 转炉高效供氧技术
3.1.1 氧枪喷头优化
转炉高效吹氧的关键是选择合理的氧枪喷头参数、制定正确的供氧制度、造渣制度,既缩短转炉吹氧时间提高钢产量, 又能适当改善转炉的其它技术经济指标,其中供氧强度指标尤为关键。在设计氧枪喷头时要注意以下原则:
(1) 在一定的操作氧压和枪位条件下, 为吹炼提供所需的供氧强度, 使氧气射流获得较大的动能,以达到合适的穿透深度,搅拌均匀熔池的同时又不致引起较大的喷溅。为此,要求正确设计工况氧压和喷孔的形状、尺寸,并要求氧气射流沿轴线的衰减应尽可能慢。
(2) 在合适的枪位下, 氧气射流在熔池面上要形成合理的反应区,保证熔池反应均匀,对炉衬侵蚀小且均匀。尤其对多孔喷枪,要求各股氧气射流到达熔池面上时不汇合,能形成多个反应区。
(3) 喷头的结构合理、简单,氧气射流沿着氧枪轴线不出现负压区和过强的湍流运动。供氧强度的大小应根据转炉的设计吨位、炉容比来确定。供氧强度过大, 容易造成严重的喷溅,供氧强度过小,则将延长转炉吹炼时间。通常在不产生喷溅的情况下, 尽可能采用较大的供氧强度。供氧压力应保证使射流出口速度达到超音速,并使喷头出口处氧压稍高于炉膛内炉气压力,这样才能获得有效动量最大和最佳性能的射流。四分厂氧枪原吹氧流量采用51 000 m3/h,平均吹氧时间为15 min 左右,吹氧时氧枪支管压力为1.0 MPa。在炉渣“返干”剧烈时期由于支管压力偏大,吹炼火焰持续外溢,影响炉渣状态的判断和炉底的维护工作,因此对氧枪喷头喉口、马赫数等参数进行了优化。优化前后的氧枪喷头参数见表2。

3.1.2 氧枪控制方案优化
优化后的氧枪控制方案采取了恒压变枪操作,氧枪流量提高到53 700 m3/h。转炉吹炼周期枪位遵循高-低-高-低-低原则。开吹枪位设定260 cm,下枪吹氧。第一批渣料加入结束至吹炼3 min,枪位260 cm,利于迅速成渣,创造前期脱磷条件;第二批渣料加入结束至吹炼5.5 min,将氧枪枪位降低到220 cm,加大熔池搅拌强度将造渣料化透; 吹炼6 min 后将氧枪抬高到260~280 cm防止炉渣出现“返干”现象,稳定脱磷效率;吹炼后期枪位适当降低,提高金属收得率,降低钢水氧化性;终点拉碳枪位设定为210 cm,便于稳定火焰以利于判断终点,提高终点命中率。
前期底吹流量适当调大, 有助于前期化渣和熔池快速升温。吹炼8 min 左右进入“返干”期,炉渣中FeO 含量低, 此时将底吹流量适当调小有助于缓解“返干”现象的发生,提高脱磷效率。吹炼后期将底吹流量调大,有助于碳氧反应趋于平衡。终点抬枪后底吹流量达到最大,有利于降低钢中氧,提高金属收得率。
3.2 转炉高效出钢技术
四分厂目前采用挡渣镖挡渣。在出钢过程中,当钢水出到2/3 时, 用挡渣镖投放小车将挡渣镖投入到出钢口上方, 挡渣镖镖杆随钢水旋窝对准出钢口并定位,同时破坏出钢涡流卷渣,当钢水将要出尽时,挡渣镖堵住出钢口,阻止炉内熔渣流入钢包。剩余钢水则从镖头上的小槽中流净,完成挡渣操作。转炉出钢过程中,当液面下降到一定高度时发生涡流卷渣。此时原本向出钢口中心线汇流而出的流体质点在径向某处开始叠加切向速度(角速度), 使其迹线越来越偏离径向而逐渐演变成围绕中心线的旋转流动,致使涡芯卷渣而下。所以在增大出钢口尺寸设计时,必须考虑卷渣问题。
针对四分厂转炉出钢时间长的问题, 在保证不降低转炉挡渣成功率的同时, 研究设计了4 种增大内径的新型出钢口, 出钢前挡渣使用配套的泥质挡渣塞,然后分别进行上线试验跟踪。不同内径的出钢口试验结果指标对比见表3。
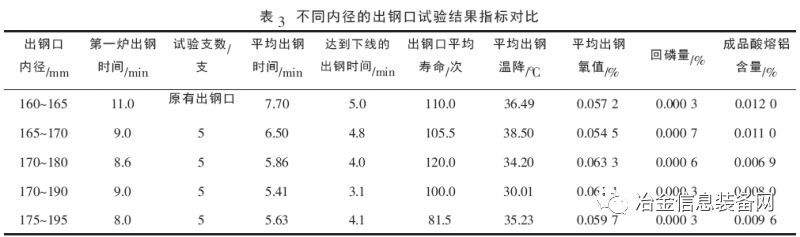
在试验对比中, 考虑到出钢口使用寿命并结合出钢时间分布情况认为, 内径170~180 mm 型出钢口各项指标稳定, 平均出钢时间比以前缩短1.84 min。配合使用泥质前挡渣塞,结果表明回磷量等控制稳定,平均出钢温降减少2.29 ℃。试验结果满足生产要求,因此最终确定采用内径为170~180 mm 的出钢口。
4 转炉提效生产实践及效果评价
4.1 氧枪优化后效果
氧枪优化前后指标对比见表4。由表4 可以看出,优化后,供氧强度提高,在实际生产402 炉有效数据中,转炉平均吹氧时间缩短1.48 min。溅渣时氧气流量大,起渣快,达到过去相同效果的情况下,可节约溅渣时间0.9 min。转炉氧耗和氮耗指标都有不同程度的降低,降低了转炉能源消耗。氧枪优化后,转炉终渣FeO 含量降低了2%左右,说明随着转炉供氧强度的提高, 转炉吹损有所降低,金属收得率得到提高。

4.2 转炉出钢优化后效果
使用170~180 mm 内径的出钢口后, 平均出钢时间比原来缩短1.84 min, 出钢平均温降减小2.29 ℃,后道工序回磷量指标基本没有变化,而且出钢口寿命也达到了原有水平, 没有因为增大内径而降低出钢口使用寿命。
5 结语
针对鞍钢股份有限公司炼钢总厂四分厂260 t 转炉炼钢周期长的实际情况,优化了氧枪喷头参数和转炉出钢口内径, 调整了氧枪操作制度。氧枪喷头参数优化后, 供氧强度由3.40 m3/(t·min)提高到3.58 m3/(t·min),平均吹炼时间缩短了1.48 min。溅渣时流量大,起渣快,平均溅渣时间缩短0.9 min。采用内径170~180 mm的出钢口,平均出钢时间缩短1.84 min。最终转炉冶炼周期缩短了4.22 min,控制在38 min 左右。结合出钢前挡渣,转炉回磷量等各项指标控制稳定,达到了转炉高效生产的目的。
参考文献
[1] 仝中伟, 王省林. 转炉高效炼钢技术探讨[J]. 机械工程与自动化, 2004 , 124(3): 73-75.
[2] 杨文远, 蒋晓放. 大中型转炉高效吹氧技术研究[J]. 炼钢,2009, 44(1): 27-30.
[3] 卢凯. 250 t 转炉生产用氧实践[J]. 炼钢, 2008, 24(5): 1-4.
《冶金技术专刊》5月刊免费赠送中
联系15176145333详询

 鞍钢
鞍钢
