选择特殊符号
选择搜索类型
请输入搜索
由于合金中组元比重的不同所引起的偏析,叫比重偏析。
比重偏析是由于金属液中各组成物间的比重差较大,在保温包以及冷却较慢时溶质产生上浮或下沉而引起的。与之相关因素有钎料性质,冷却速度,初晶的比重、形状和大小,铸造工艺等。如果合金液在抽拉前长时间静置,将引起严重的比重偏析。
枝晶偏析在固液相线差较大的固溶体合金中尤为突出。其成因在于合金在凝固温度范围内进行选分结晶的结果,使先后形成的结晶成分浓度不一样。部分钎料的枝晶偏析很严重。
晶界偏析使低熔点物质聚集于晶界形成的,由于晶界偏析不能通过均匀化退火予以消除,其危害可延续至钎料钎焊后的钎焊接头的热裂、晶界腐蚀等。
区域偏析有正偏析和反偏析之分。
材料和成分:锡基轴承合金(Sb10~12%;Cu5.5~6.5%; Sn余量)
缺陷名称:比重偏析
工艺过程:离心铸造(浇铸温度为390℃;浇铸前底板在320℃的锡浴中挂锡;继以500转/分的转速浇铸,然后喷雾冷却)
说明:基体为α固溶体,方块为β(SnSb)相,针状或星状者为δ(Cu6Sn5)相。图中两侧组织的分布极不均匀。右侧为轴承外层(靠底板)部分,其中ε相极为密集;而轴承内层(图左侧)中硬质的ε相则极少。由此说明,轴承内有严重的分层现象。此种分层却是由典型的比重偏析的造成。按:在锡基轴承合金中,由于α、β、ε三种相间存在比重差别,当离心铸造时,在在离心力的作用下,比重大的ε相于外层析出较多,而比重小的β相则在内层出现,因此构成比重偏析。
为防止此项缺陷的产生,可采取如下的措施:在浇铸前尽力搅拌溶液,使其均匀分布而ε相不致下沉。或在采用离心铸造时,根据轴承的大小,选择适当的转速来改善比重偏析。
比重偏析的产生,有以下几种情况:
(1)合金中的两组元在液态下互不相溶,如铜-铝合金,当此类合金在液态放置过久时,将发生分层现象,比重大的组元沉在下面,比重小的组元浮在上面。
(2)液态合金在搅拌不均的情况下,由于选择凝固所生成的晶体,其比重与母液不同,或上浮或下沉,形成比重偏析。如巴氏合金中的铅基合金或锡基合金的偏析。
(3)铸件的凝固方向也会影响比重偏析。若铸件的凝固顺序是自下而上,对于初生晶的比重较大的合金而言,其比重较小的低熔点相很容易上浮,会加剧比重偏析;反之,当初生晶体的比重较小时,会减轻比重偏析。
总之,对易产生比重偏析的合金而言,必须采取防止措施,如控制熔炼工艺使合金成分均匀;尽量缩短液态合金的放置时间;加快冷却速度及合理控制铸件的凝固方向等。
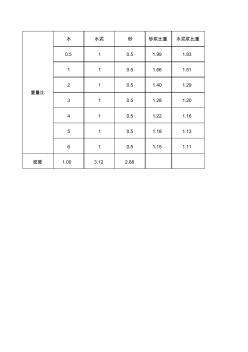
水泥的容重可分为松散状态下的容重和紧密状态下的容重两种。水泥松散状态下的容重一般在0.90~1.30t/m3范围内;紧密状态下的容重一般在1.35~1.70t/m...
钢筋比重这里,是不是 直径为6的比重改成直径为6.5的比重???
是的,现市场上基本是6.5
黄砂的比重取决于砂的干湿度和粗细,一般1450-1650kg/m3。即比重:1.45-1.65。钢筋混凝土的比重为2.5,细砂的比重是1500kg/m3,中粗砂(含水率为零)的比重2....
液态材料凝固后,铸锭或铸件化学成分和组织的不均匀现象称为偏析。铸件的偏析可分为晶内偏析、区域偏析和比重偏析三类。
1、晶内偏析(又称枝晶偏析)是指晶粒内各部分化学成分不均匀的现象。这种偏析出现在具有一定凝固温度范围的合金铸件中。为防止和减少晶内偏析的产生,在生产中常采取缓慢冷却或孕育处理的方法。
2、区域偏析是指铸件截面的整体上化学成分和组织的不均匀。避免区域偏析的发生,主要应该采取预防措施,如控制浇注温度不要太高,采取快速冷却使偏析来不及发生,或采取工艺措施造成铸件断面较低的温度梯度,使表层和中心部分接近同时凝固。
3、比重偏析是指铸件上、下部分化学成分不均匀的现象。为防止比重偏析,在浇注时应充分搅拌金属液或加速合金液的冷却,使液相和固相来不及分离,凝固即告结束。偏析过大会使铸件各部分的力学性能有很大的差异,降低铸件的质量。 2100433B
宏观偏析有多种分类方法,按分布方向可分为水平偏析和垂直偏析;按偏析带形态可分为带状分析和通道偏析(如V形、倒V形偏析等);按偏析的直接成因可分为正常偏析、反常偏析、比重偏析等等。
铸件凝固后,在截面上各个部分及晶粒内部往往出现化学成分不均匀的现象称为偏析,可分为晶内偏析、区域偏析和比重偏析三种类型,后二者为宏观偏析,使铸件的各部分性能不一致,严重影响铸件质量,往往使铸件报废。
偏析的产生主要与合金的化学成分有关。不同化学成分的合金其结晶温度范围不同,范围越宽越容易产生区域偏析。此外,偏析倾向还与冷却凝固速度和凝固时所受压力等工艺因素有关。设计者在确定铸件材质时应认真考虑材质的偏析特性,若必须采用易产生偏析的合金时,则应在铸件断面结构设计和选择铸造方法时充分注意,采取措施减少偏析的产生。