钣金计算·加工技术
《钣金计算·加工技术》是2009年化学工业出版社出版的图书。
-
选择特殊符号
选择搜索类型
请输入搜索
《钣金计算·加工技术》是2009年化学工业出版社出版的图书。
板子切割成型,切孔,速度快,精度也比较高,金利恒不锈钢激光切割加工
竹席一般以水竹、毛竹、油竹等竹子为原料,并将竹皮劈成篾丝,经蒸煮、浸泡等工艺后以手工经纬编织而成的。在经过严格加工处理后,竹藤变得柔软而坚韧,在相互的交叠缠绕编制中制造出各式各样的藤制家具。
金花茶花茶的加工方法,是由下述的两种方法加工而成,方法1:先把挑选好的金花茶鲜花用自来水洗干净,再把金花茶花通过离心脱水后,用100℃的蒸汽漂烫1-2分钟,然后进入风干炉吹干,先用100℃的热风吹2-...

 钣金加工工艺
钣金加工工艺
钣金加工工艺
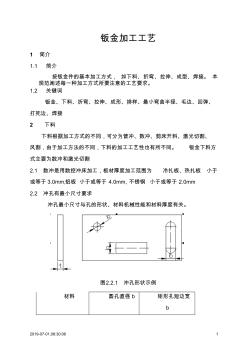
2019-07-01,08:30:06 1 钣金加工工艺 1 简介 1.1 简介 按钣金件的基本加工方式, 如下料、折弯、拉伸、成型、焊接。 本 规范阐述每一种加工方式所要注意的工艺要求。 1.2 关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、 打死边、焊接 2 下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、 风割,由于加工方法的不同,下料的加工工艺性也有所不同。 钣金下料方 式主要为数冲和激光切割 2.1 数冲是用数控冲床加工,板材厚度加工范围为 冷扎板、热扎板 小于 或等于 3.0mm,铝板 小于或等于 4.0mm,不锈钢 小于或等于 2.0mm 2.2 冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1 冲孔形状示例 材料 圆孔直径 b 矩形孔短边宽 b 2019-07-01,08:30:06 2
 钣金加工检验标准
钣金加工检验标准
钣金加工检验标准
4. 原材料检验标准 4.1 金属材料 4.1.1 钣材厚度及质量应符合国标,采用的钣材需出示性能测试报告及厂商证明。 4.1.2 材料外观:平整无锈迹,无开裂与变形。 4.1.3 尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。 4.2 通用五金件、紧固件 4.3.1 外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。 4.3.2 尺寸:按图纸与国标要求,重要尺寸零缺陷。 4.3.2 性能:试装配与使用性能符合产品要求。 5. 工序质量检验标准 5.1 冲裁检验标准 l 对有可能造成伤害的尖角、棱边、粗糙要做去除毛刺处理。 l 图纸中未明确标明之尖角(除特别注明外)均为 R1.5。 l 冲压加工所产生的毛刺,对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、 划伤、锈蚀等缺陷。 l 毛刺:冲裁后毛刺高 L≤5%t( t 为板厚)。 l 划伤
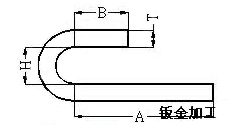
钣金加工中压死边是常见的加工工序。它同常见的折弯工序有所不同,同时有自己的加工系数与工艺要求。
1:钣金加工压死边需进行两次折弯加工,首先利用30º尖刀与插深V槽折弯30º~45º,然后再利用压平模压平,不同材料板厚压死边的范围:0.5≤T≤2.0
2:压死边的长度(L)与材料厚度、插深V槽有关,当0.5≤T≤1.5选用V6插深槽,Lmin≥5T+R(即Lmin≥6);当2.0≤T≤2.5选用V10插深槽,Lmin≥5T+R(即Lmin≥9);以上两者的死边长度Lmax≤14mm
3:反折弯后再压死边的长度L受插深V槽的限制,Lmin≥11mm
4:压死边孔到折弯边的距离不宜太小,否则孔会受折弯过程中角度的变化而变形:L1min≥0.7V
5:N折的工艺性与以上a、b、c相同,H加工是在C图示1的基础上放一块H值尺寸治具,然后再利用压平模压平后,把治具取出,H值的范围:0.5≤H≤5.0
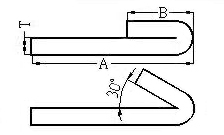
钣金加工中压死边展开计算方法:
钣金加工压死边展开
反折压平:L= A+B-0.4T
1.压平的时候, 可视实际的情况考虑是否在折弯前压线, 压线位置为折弯变形区中部.
2.反折压平一般分两步进行:
先V折30°, 再反折压平.故在作展开图折弯线时, 须按30°折弯线画, 如图所示:
N折:
1. 当N折加工方式为垫片反折压平, 则按L=A+B+K计算, K值依附件一中参数取值.
2. 当N折以其它方式加工时, 展开算法参见 “一般折弯4 (R≠0, θ≠90°)”.
3. 如果折弯处为直边 (H段), 则按两次折弯成形计算: L=A+B+H+2K(K值取90°折弯变形区宽度).
4. N折展开系数
T H 0.5 0.8 1.0 1.2 1.5
0.5 1.50 1.92 2.20 2.41 2.72
0.6 1.66 2.08 2.37 2.57 2.88
0.7 1.82 2.24 2.54 2.73 3.04
0.8 1.98 2.4 2.71 2.89 3.21
0.9 2.14 2.56 2.88 3.05 3.37
1.0 2.30 2.72 3.05 3.21 3.53
1.2 2.63 3.0 3.31 3.53 3.81
1.5 3.12 3.48 3.70 3.90 4.22
金属板材加工就叫钣金加工。具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆地方、漏斗形等,主要工序是剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。
钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加工的零件,一个大体的定义就是-
在加工过程中厚度不变的零件. 相对应的是铸造件,锻压件,机械加工零件等,比如说汽车的外面的铁壳就是钣金件,不锈钢做的一些橱具也是钣金件。
定位明确——中高级钣金培训、取证、上岗之用
突出实用——注重理论联系实际,技能训练案例来源于生产实践
覆盖全面——涵盖全部钣金技术及技能鉴定要点
方便培训——要点、练习、案例、电子教案都齐备。
钣金加工技术是钣金技术人员需要掌握的关键技术,也是钣金制品成形的重要工序。本书主要内容为加工基础、切割下料、弯曲加工、压延加工、局部加工、加工设备与新技术等。本书从加工基本原理、工艺流程、使用材料开始,经过冲切、冲裁及熔切、拉弯、辊弯及压弯、压延旋压及胀形等工艺,直至各种加工设备与新技术,均由生产中的实际零件、典型构件和常用设备为例逐步说明。本书内容丰富,讲解通俗易懂,具有很强的实用性。