上篇钣金展开基础知识
第1章几种作展开图方法的比较
1.1用投影法作平面斜切圆柱管展开图
1.2用公式计算法作展开图
1.3用AutoCAD绘图软件作展开图
1.4用程序法作展开图
1.5自动生成展开图
1.6各种展开方法的比较
第2章常用计算公式及计算软件
2.1计算器
2.2常用计量单位的换算
2.3角度与弧度的换算
2.4直角坐标与极(球)坐标的相互转换
2.5求一元二次方程的根
2.6求一元三次方程的根
2.7双曲函数及指数函数计算
2.8行列式计算
2.9解线性方程组
2.10矩阵运算
2.11排列和组合计算
2.12两平面夹角(二面角)计算
2.13常用钢材质量计算及用表
第3章平面几何图形计算作图法及计算软件
3.1三角形
3.2平行四边形
3.3任意四边形
3.4矩形和正方形
3.5不等腰梯形
3.6等腰梯形
3.7棱形
3.8正五边形
3.9平面五角星
3.10正六边形
3.11任意正多边形
3.12圆、圆环、扇形、弓形
3.13椭圆
3.14抛物线
3.15渐开线
3.16等进螺旋线(阿基米德螺线)
3.17双曲线
3.18圆柱螺旋线
3.19圆锥螺旋线
第4章常用几何作图和计算公式
4.1几何作图
4.2常用计算公式
第5章正投影原理及三视图
5.1正投影原理
5.2三视图
第6章画展开图的基本原理和方法
6.1展开的基本原理
6.2平行线法作展开图
6.3放射线法作展开图
6.4三角形法作展开图
下篇钣金展开计算应用实例与计算软件
第7章型钢
7.1钢筋展开计算
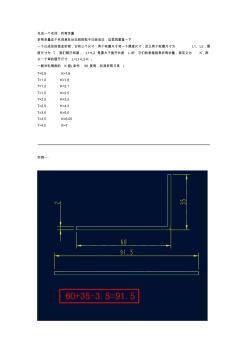
7.1.1任意弯曲角度钢筋
7.1.2直筋两端带直角弯钩
7.1.3直筋两端带半圆弯钩
7.1.4预埋钢筋
7.1.5乙形弯起钢筋
7.1.6两端无弯钩的弯起筋
7.1.7两端带直角弯钩的弯起筋
7.1.8两端带半圆弯钩的弯起筋
7.1.9两端带立边和半圆弯钩的弯起筋
7.1.10两端带180°弯钩的S形弯起筋
7.1.11S形弯起筋
7.1.12箍筋
7.1.13螺旋钢筋
7.1.14悬臂梁斜向钢筋
7.2角钢展开计算
7.2.1内弯折角钢
7.2.2外弯折角钢
7.2.3等边和不等边角钢内弯曲
7.2.4等边和不等边角钢外弯曲
7.2.5角钢内弯内折
7.2.6矩形角钢圈内弯折
7.2.7矩形角钢圈外弯折
7.2.8圆角钢圈内弯曲
7.2.9圆角钢圈外弯曲
7.2.10椭圆角钢圈内弯曲
7.2.11椭圆角钢圈外弯曲
7.3槽钢展开计算^
7.3.1槽钢立弯折
7.3.2任意角度槽钢翼缘内弯折
7.3.3槽钢翼缘内弯折矩形框
7.3.4槽钢翼缘外弯折矩形框
7.3.5翼缘内弯曲圆形槽钢圈
7.3.6翼缘外弯曲圆形槽钢圈
7.3.7平弯曲圆槽钢圈
7.3.8椭圆内弯曲槽钢圈
7.3.9椭圆外弯曲槽钢圈
7.3.10带锥度的正方形槽钢框
7.4工字钢圈展开计算
7.4.1立弯工字钢圈
7.4.2平弯工字钢圈
第8章棱锥和棱锥管
8.1正棱锥展开计算
8.1.1正三棱锥
8.1.2正四棱锥
8.1.3正五棱锥
8.1.4正六棱锥
8.1.5正N棱锥
8.2上下口平行的棱锥管展开计算
(Ⅰ不偏心)
8.2.1正三棱锥管
8.2.2正方形棱锥管
8.2.3正矩形棱锥管
8.2.4正五棱锥管
8.2.5正六棱锥管
8.2.6正N棱锥管
(Ⅱ,单偏心)
8.2.7左偏心前后轴对称的棱锥管
8.2.8右偏心前后轴对称的棱锥管
8.2.9前板垂直于底平面左右轴对称的棱锥管
8.2.10右侧板垂直于底平面前后轴对称的棱锥管
8.2.11左侧板垂直于底平面前后轴对称的棱锥管
8.2.12背板垂直于底平面左右轴对称的棱锥管
(Ⅲ,一般双偏心)
8.2.13通用双偏心棱锥管展开计算概述
8.2.14右后双偏心上下口平行的棱锥管
8.2.15左后双偏心上下口平行的棱锥管
8.2.16左前双偏心上下口平行的棱锥管
8.2.17右前双偏心上下口平行的棱锥管
(Ⅳ特殊双偏心)
8.2.18左侧板与背板同时垂直于底平面的棱锥管
8.2.19左侧板与前板同时垂直于底平面的棱锥管
8.2.20右侧板与前板同时垂直于底平面的棱锥管
8.2.21右侧板与背板同时垂直于底平面的棱锥管
8.3上口左右倾斜的棱锥管展开计算
(Ⅰ.不偏心)
8.3.1不偏心上口右倾斜的矩形棱锥管
8.3.2不偏心上口左倾斜的矩形棱锥管
(Ⅱ,双偏心)
8.3.3双偏心上口左右倾斜的棱锥管展开计算概述
8.3.4右后偏心上口右倾斜的棱锥管
8.3.5右后偏心上口左倾斜的棱锥管
8.3.6左后偏心上口右倾斜的棱锥管
8.3.7左后偏心上口左倾斜的棱锥管
8.3.8左前偏心上口右倾斜的棱锥管
8.3.9左前偏心上口左倾斜的棱锥管
8.3.10右前偏心上口右倾斜的棱锥管
8.3.11右前偏心上口左倾斜的棱锥管
8.4下口左右倾斜的棱锥管展开计算
8.4.1右后偏心下口右倾斜的棱锥管
8.4.2右后偏心下口左倾斜的棱锥管
8.4.3左后偏心下口右倾斜的棱锥管
8.4.4左后偏心下口左倾斜的棱锥管
8.4.5左前偏心下口右倾斜的棱锥管
8.4.6左前偏心下口左倾斜的棱锥管
8.4.7右前偏心下口右倾斜的棱锥管
8.4.8右前偏心下口左倾斜的棱锥管
8.5上口扭转任意角度的棱锥管展开计算
8.5.1右后偏心上口扭转的棱锥管
8.5.2左后偏心上口扭转的棱锥管
8.5.3左前偏心上口扭转的棱锥管
8.5.4右前偏心上口扭转的棱锥管
8.6上口倾斜且扭转的棱锥管展开计算
8.6.1右后偏心上口右倾斜且扭转的棱锥管
8.6.2右后偏心上口左倾斜且扭转的棱锥管
8.6.3左后偏心上口右倾斜且扭转的棱锥管
8.6.4左后偏心上口左倾斜且扭转的棱锥管
8.6.5左前偏心上口右倾斜且扭转的棱锥管
8.6.6左前偏心上口左倾斜且扭转的棱锥管
8.6.7右前偏心上口右倾斜且扭转的棱锥管
8.6.8右前偏心上口左倾斜且扭转的棱锥管
8.7下口倾斜且扭转的棱锥管展开计算
8.7.1右后偏心下口右倾斜且扭转的棱锥管
8.7.2右后偏心下口左倾斜且扭转的棱锥管
8.7.3左后偏心下口右倾斜且扭转的棱锥管
8.7.4左后偏心下口左倾斜且扭转的棱锥管
8.7.5左前偏心下口右倾斜且扭转的棱锥管
8.7.6左前偏心下口左倾斜且扭转的棱锥管
8.7.7右前偏心下口右倾斜且扭转的棱锥管
8.7.8右前偏心下口左倾斜且扭转的棱锥管
8.8上下口垂直的棱锥管展开计算
(Ⅰ.任意双偏心)
8.8.1右后偏心上口垂直下口水平的棱锥管
8.8.2右后偏心上口水平下口垂直的棱锥管
8.8.3左后偏心上口垂直下口水平的棱锥管
8.8.4左后偏心上口水平下口垂直的棱锥管
8.8.5左前偏心上口垂直下口水平的棱锥管
8.8.6左前偏心上口水平下口垂直的棱锥管
8.8.7右前偏心上口垂直下口水平的棱锥管
8.8.8右前偏心上口水平下口垂直的棱锥管
(Ⅱ特殊双偏心)
8.8.9上口竖直下口水平且左侧板与背板同时垂直于底平面的棱锥管
8.8.10上口水平下口竖直且左侧板与背板同时垂直于底平面的棱锥管
8.8.11上口竖直下口水平且前板与左侧板同时垂直于底平面的棱锥管
8.8.12上口水平下口竖直且前板与左侧板同时垂直于底平面的棱锥管
8.8.13上口竖直下口水平且前板与右侧板同时垂直于底平面的棱锥管
8.8.14上口水平下口竖直且前板与右侧板同时垂直于底平面的棱锥管
8.8.15上口竖直下口水平且右侧板与背板同时垂直于底平面的棱锥管
8.8.16上口水平下口竖直且右侧板与背板同时垂直于底平面的棱锥管
……
第9章弯头
第10章三通
第11章椭圆构件
第12章圆锥和圆锥管
第13章圆方接头
第14章螺旋
第15章球面构件
第16章大圆弧
第17章钣金展开计算应用软件


![钣金展开计算公式[1]](https://files.zjtcn.com/group1/M00/6C/B8/CgoBZ2A6hwaAY3BcAAAgO_MgITg806.jpg)
