钣金展开施工手册文献

 钣金展开计算公式
钣金展开计算公式
钣金展开计算公式
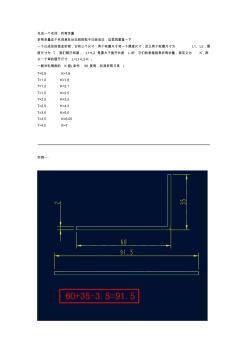
先说一个名词:折弯余量 折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下: 一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为 L1、L2,厚 度尺寸为 T,我们都已知道, L1+L2 是要大于展开长度 L 的,它们的差值就是折弯余量,我定义为 K,那 么一个弯的展开尺寸 L=L1+L2-K 。 一般冷轧钢板的 K值(条件: 90 度弯,标准折弯刀具 ) T=0.8 K=1.6 T=1.0 K=1.8 T=1.2 K=2.1 T=1.5 K=2.5 T=2.0 K=3.5 T=2.5 K=4.3 T=3.0 K=5.0 T=3.5 K=6.05 T=4.0 K=7 实例一: 实例二: 实例三: 不规则折弯按 K因子 =0.5 ,直接用 AUTOCAD 画中性层测量。如有偏差再根据具体情况调整。一般也
 钣金展开图,钣金计算公式图
钣金展开图,钣金计算公式图
钣金展开图,钣金计算公式图
钣金展开图,钣金计算公式图