不锈钢接头
- 不锈钢接头,是一种用不锈钢做的接头。
-

选择特殊符号
选择搜索类型
请输入搜索
不锈钢接头:
终端螺纹:M、G、ZG、PT、NPT等

你哈哦,进口不锈钢接头需要25元 不锈钢接头: 公称压力:0.6Mpa﹑32Mpa 63Mpa 适用温度:≤200℃ 制造材料:SUS304﹑S...
50左右吧 慈溪市鑫联通信设备厂 是一家专注于设计开发、规模生产通信光缆接头盒、光缆终端盒、光缆交接箱、电缆分线盒、光缆配线箱、光纤配线架、综合配线箱、网络机柜、网络...
两种方法:1.用棉质的布,涂上些牙膏或醋,反复用力擦拭不锈钢接头处。待污渍去除后,用半干的抹布擦拭即可。切忌直接用水冲洗,如果水渍不干,可能会再次生锈。2.还可以通过用电解抛光或抛光打蜡的方式,这种方...

 不锈钢接头电焊连接工艺说明
不锈钢接头电焊连接工艺说明
不锈钢接头电焊连接工艺说明
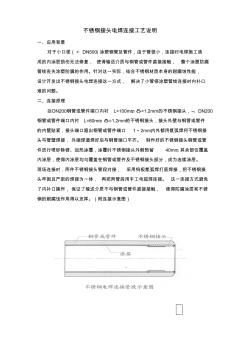
不锈钢接头电焊连接工艺说明 一、应用背景 对于小口径(< DN500)涂塑钢管及管件,由于管径小,连接时电焊施工造 成的内涂层损伤无法修复, 使得输送介质与钢管或管件直接接触, 整个涂塑防腐 管线丧失涂塑防腐的作用。针对这一实际,结合不锈钢材质本身的耐腐蚀性能, 设计开发出不锈钢接头电焊连接这一方式, 解决了小管径涂塑管线连接时内补口 难的问题。 二、连接原理 ≧DN200钢管或管件端口内衬 L=100mm、δ=1.2mm的不锈钢接头,﹤ DN200 钢管或管件端口内衬 L=60mm、δ=1.2mm的不锈钢接头,接头外壁与钢管或管件 的内壁贴紧,接头端口超出钢管或管件端口 1~2mm,内外都用氩弧焊将不锈钢接 头与管壁焊接, 外端焊道焊好后与钢管端口平齐。 制作好的不锈钢接头钢管或管 件进行喷砂除锈、加热涂覆,涂覆时不锈钢接头外侧预留 40mm,其余部位覆盖 内涂层,使得内涂层均匀覆盖在钢
 焊接速度对奥氏体不锈钢接头性能的影响
焊接速度对奥氏体不锈钢接头性能的影响
焊接速度对奥氏体不锈钢接头性能的影响
对3 mm厚304奥氏体不锈钢板进行了熔化极气体保护焊接(MIG)试验。在焊接中发现,在适当范围内提高焊接速度有利于减小焊缝和热影响区宽度,增加接头强度的稳定性;但是焊接速度过快会导致焊缝区气孔的产生,从而降低接头强度的稳定性和耐蚀性。通过控制焊接速度可以保证304奥氏体不锈钢焊接接头具有良好的力学性能和良好的耐腐蚀性能。
《波纹金属软管用非合金钢和不锈钢接头(GB/T 18615-2002)》由中国机械工业联合会提出,全国管路附件标准化技术委员会归口,机械科学研究院、南京晨光航天应用技术股份有限公司、江苏百新集团有限公司、国家仪器仪表元器件质量监督检测中心起草,主要起草人:李俊英、毛杰、翟锁金、张宪清、曹宝璋、于振毅。
型 号:不锈钢,1/8",1/4"或6mmOD不锈钢接头供选择
工作条件:-10℃~+50℃,10~90%RH不冷凝
