不锈钢电解抛光液文献

 不锈钢电解抛光液操作工艺流程
不锈钢电解抛光液操作工艺流程
不锈钢电解抛光液操作工艺流程
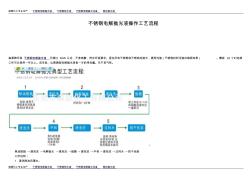
森源化工专业生产 不锈钢电解抛光液 不锈钢钝化液 不锈钢电解抛光设备 铜材抛光液 森源化工专业生产 不锈钢电解抛光液 不锈钢钝化液 不锈钢电解抛光设备 铜材抛光液 不锈钢电解抛光液操作工艺流程 森源牌环保 不锈钢电解抛光液 已通过 SGS 认证,不含铬酸,符合环保要求。适合所有不锈钢和不锈铁的抛光,通用性强(不锈钢材料可抛出镜面效果) 。槽液 24 小时连续 工作可以保用一年以上。成本低,比普通型电解抛光液省一半的用电量。无不良气味。 除油脱脂 →浸泡洗 →电解抛光 →浸泡洗 →脱膜 →浸泡洗 →中和→浸泡洗 →过纯水 →烘干包装 工序说明 : 1.清洗除油后漂水。 森源化工专业生产 不锈钢电解抛光液 不锈钢钝化液 不锈钢电解抛光设备 铜材抛光液 森源化工专业生产 不锈钢电解抛光液 不锈钢钝化液 不锈钢电解抛光设备 铜材抛光液 2.将电解抛光液加热至 55-75 度(可用石英棒或钛制加热
 201不锈钢电解抛光液配方
201不锈钢电解抛光液配方
201不锈钢电解抛光液配方
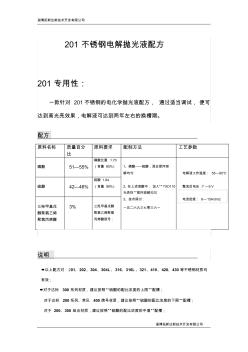
淄博拓新达新技术开发有限公司 淄博拓新达新技术开发有限公司 201 不锈钢电解抛光液配方 201 专用性: 一款针对 201不锈钢的电化学抛光液配方, 通过适当调试, 便可 达到高光亮效果,电解液可达到两年左右的换槽期。 配方 原料名称 质量百分 比 原料要求 配制方法 工艺参数 磷酸 51—55% 磷酸比重 1.70 (含量 85%) 1、磷酸——硫酸,混合搅拌溶 解均匀 2、在上述混酸中, 加入“TXD110 光亮剂”搅拌溶解均匀 3、技术探讨: 一五二六九三七零三六一 电解液工作温度: 55—80℃ 整流后电压 :7 —9 V 电流密度: 8—15A/dm2 硫酸 42—46% 硫酸 1.84 (含量 98%) 三羟甲基戊 醇聚氧乙烯 聚氧丙烯醚 3% 三羟甲基戊醇 聚氧乙烯聚氧 丙烯醚型号: 说明 ●以上配方对 201、202、304、304L、 316、316L、32





