不锈钢焊丝基本信息文献

 不锈钢焊丝
不锈钢焊丝
不锈钢焊丝
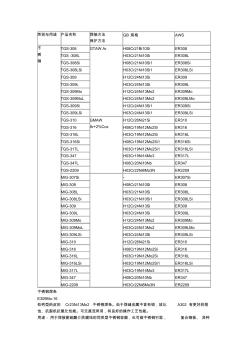
类别与用途 产品名称 焊接方法 保护方法 GB 规格 AWS 不 锈 钢 TGS-308 GTAW Ar H08Cr21Bi10Si ER308 TGS -308L H03Cr21Ni10Si ER308L TGS-308Si H08Cr21Ni10Si1 ER308Si TGS-308LSi H03Cr21Ni10Si1 ER308LSi TGS-309 H12Cr24Ni13Si ER309 TGS-309L H03Cr24Ni13Si ER309L TGS-309Mo H12Cr24Ni13Mo2 ER309Mo TGS-309MoL H03Cr24Ni13Mo2 ER309LMo TGS-309Si H12Cr24Ni13Si1 ER309Si TGS-309LSi H03Cr24Ni13Si1 ER309LSi TGS-310 GMAW Ar+2%Coz
 不锈钢焊丝标准对照表
不锈钢焊丝标准对照表
不锈钢焊丝标准对照表
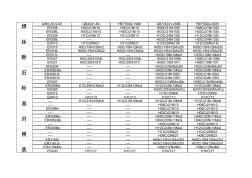
AWS A5.9-93 GB4241-84 YB/T5092-1996 GB/T4241-2006 YB/T5092-2005 ER308 H0Cr21Ni10 H0Cr21Ni10 H08Cr21Ni10Si H08Cr21Ni10Si ER308L H00Cr21Ni10 H00Cr21Ni10 H03Cr21Ni10Si H03Cr21Ni10Si ER309 H1Cr24Ni13 H1Cr24Ni13 H12Cr24Ni13Si H12Cr24Ni13Si ER309L ---- ---- H03Cr24Ni13Si H03Cr24Ni13Si ER310 H1Cr26Ni21 H1Cr26Ni21 H12Cr26Ni21Si H12Cr26Ni21Si ER316 H0Cr19Ni12Mo2 H0Cr19Ni12Mo2 H08Cr19Ni12Mo2Si H08Cr19Ni12Mo