不锈钢实心焊丝文献

 药芯焊丝和实心焊丝
药芯焊丝和实心焊丝
药芯焊丝和实心焊丝
实心焊丝主要有两类:一类用于埋弧焊,另一类用于熔化极活性气体保护焊。埋弧焊用实心 焊丝执行标准有 GB/T 5293-1999, 有低锰焊丝,如 H08A(如四川大西洋公司生产的 CHW-SG焊 丝 )配合高锰型熔炼焊剂, 用于低碳钢及强度级别较低的管线钢焊接; 中锰焊丝, 如 H08MnA、 H10MnSi,配合高锰高硅低氟型熔炼焊剂主要用于管线钢焊接, 并可配合低锰焊剂用于低碳钢 焊接;高锰焊丝,如 H08Mn2Si、H08Mn2SiA用于管线钢焊接; Mn-Mo焊丝,如 H08MnMoA、 HO8MnMoTiB,配合低锰中硅中氟型熔炼焊剂、氟碱型烧结焊剂或硅钙型烧结焊剂,主要用于 强度级别较高的管线钢焊接。焊丝直径一般在 1.6 ~6.4mm范围以内。 ?????? 活性气体保护焊用实心焊丝执行标准有 GB/T 14947-1994 、GB/T 8110-1995 、AWS 5.1
 不锈钢焊丝
不锈钢焊丝
不锈钢焊丝
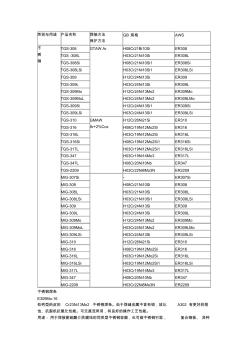
类别与用途 产品名称 焊接方法 保护方法 GB 规格 AWS 不 锈 钢 TGS-308 GTAW Ar H08Cr21Bi10Si ER308 TGS -308L H03Cr21Ni10Si ER308L TGS-308Si H08Cr21Ni10Si1 ER308Si TGS-308LSi H03Cr21Ni10Si1 ER308LSi TGS-309 H12Cr24Ni13Si ER309 TGS-309L H03Cr24Ni13Si ER309L TGS-309Mo H12Cr24Ni13Mo2 ER309Mo TGS-309MoL H03Cr24Ni13Mo2 ER309LMo TGS-309Si H12Cr24Ni13Si1 ER309Si TGS-309LSi H03Cr24Ni13Si1 ER309LSi TGS-310 GMAW Ar+2%Coz