(一)、测帽的选择和调整
本投影测长机是用接触法测量的,所以测帽的选择和调整可以避免较大的测量误差。测帽选择的原则是被测件与测帽的接触面为最小,即接近于点或线。
1、测量平面物体时,使用R20球形测帽;
2、测量圆柱物体时,使用1.5*8刃形测帽;
3、测量球形物体时,使用φ2、φ8平面测帽;
4、三针法测量外螺纹中径时,使用φ8、φ14,中、大平面测帽。
(二)、测帽的调整
球形测帽、刃形测帽、平面测帽都可用下述方法进行调整:
一对测帽分别装在尾管和测头上,并使两测帽互相接触,与此同时在投影窗里看到微米分划板的像,调节尾管十字方向驻螺中的一对测帽分别装在尾管和测头上,并使两测帽互相接触,与此同时在投影窗里看到微米分划板的一个,使像自左向右或自右向左移动,并在某一个位置改变其运动方向,于是将驻螺钉停留在这个通常所谓“转折点”的地方,用同样方法调节驻螺中另一螺钉,通过上述调整,测帽在水平和垂直方向彼此平行就可以了。
(三)、仪器零位的调整
1、粗定位
将头架组移至100mm金属分划尺的零刻线处,将尾架组移至900mm金属分划尺的零刻线处,应使《分米尺》的标记落在毫米投影窗居中位置。
2、套线
转动锁紧手轮,将头架组锁紧在测微杆上,再转动微动手轮,进行套线瞄准。
3、微米对零
松开十字胶木旋扭,粗动尾管,让其与测量头良好接触,再用旋扭将尾架固定,旋动微动螺丝,让微米分划板的零刻线瞄准指标线(虚线),调整测帽,使两个测帽在水平和垂直方向彼此平行,再旋动螺线让微米分划板的零刻线瞄准指标线(虚线)。
(四)、被测件的安放和装夹
被测件的安放和装夹是否正确,直接影响测量结果,为了避免测量误差,在被测件安放时,要利用万能工作台或V型支架各向可能的运动寻找被测件在测量时的正确位置,即所谓的找“转折点”外尺寸测量时寻找测量最小值,内尺寸测量时寻找测量最大值。被测件在装夹时,应使被测件变形最小,因而要充分地利用附件,合理地选支承点,长量块应使用量块架或用万能工作台和V型支架的组合、长量棒和V型支架支承。
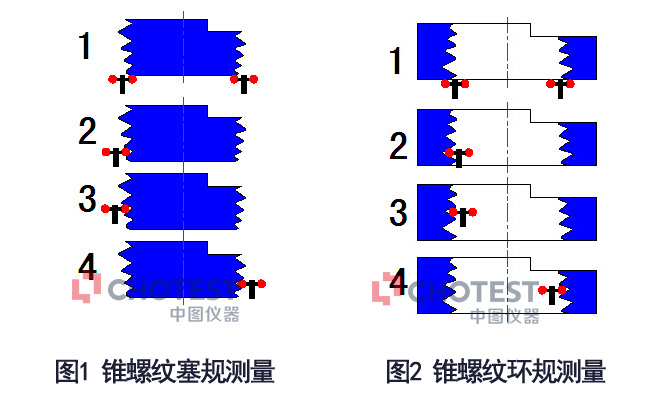
(五)、用一米测长机测量内尺寸(主要是孔径),需注意以下几点:
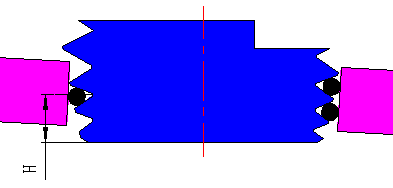
1、为了减少测钩的倾斜测量误差,在装夹测钩时水平和垂直方向一定要调好,在装夹测钩时,两测钩尽量与水平方向相垂直,最简单的方式就是人站在一米测长机尾端直接用眼睛瞄准,偏多少就可以一目了然,很快就可以装夹好了。
在装夹测钩时,左边的测钩放进右边的测钩槽内,这样才能保证在水平方向与测量轴线相平行。
2、另外,在装夹右边测钩时,与光管接触时,尽量将螺钉压在槽的中部,过多过少都不好,因为要保证一定的测量力,并拨动拨叉,看微米投影窗是否有光标刻度,有时螺钉压得太多,拨动拨叉,在微米投影窗并不能看到光标刻度,这时就要重新调节,这可解决后续对标准时始终找不到转折点的原因了。
3、在用一米测长机测量孔径时,需要用标准环规(或组合量块)作为基准,然后再测量工件的孔径。在测量孔径时,注意尾架对准标尺100的位置上(这点与测量外尺寸有所不同,外尺寸是对到0位),然后观察光标刻度是否清晰,如果不清晰可以调整后边的灯泡的亮度,如果毫米投影窗内光线较暗,将会影响套线误差,测量结果的重复性误差就会较大,最大可能会2个微米读数误差 ,这在测量过程中需要注意的。
4、在对标准环规时,先定义标准环规的理论值(选取的标准环规值尽量接近所测工件的孔径,这样可以减少测头倾斜引起的示值误差;另需要注意的是微米窗公差带为±0.1mm),然后测量工件。在对标准环规时,将头架移到环规的整数值,如为29.901那么移到29.9(即在毫米投影窗套线29.9),锁紧螺钉固定不动,移动左边光管将测钩接触到标准环规,等微米投影窗出现光标刻度后,寻找两个方向转折点,如果显示的值小于或大于29.901,可以松动左边光管螺钉,移动测钩,直到调整到显示的值为29.901,这样标准环规的值就对好了。
另外,测量时,注意将工件装夹固定好,两测钩的测头注意不要碰撞,如果在测量工件时不小心碰了,需要重新对标准环规,看其零位是否变了,
如果变了需要重新对标准环规,然后再测量工件。
5、在寻找转折点的过程中,有时两个方向的转折点不能重合,这时注意工件是否夹持好,重新对工件以及右测钩进行装夹,保证两个方向的转折点完合重合。
6、由于一米测长机不符合阿贝原则,其测量轴线和标尺不在同一条直线上,两测钩可能在水平和垂直方向发生倾斜,从而影响测量误差,在测量过程中特别注意选取的标准环规值尽量接近所测工件的孔径,可以减小由此带来的倾斜误差。
(六)、温度的要求
温度差异是精密测量误差的主要来源,精密测量的条件应是被测件与仪器同温,为此在通常情况下,本仪器应置于20±1℃恒温室内,在测量长度小于100mm时,室温应控制在20 ±0.5℃内,当被测件大于100mm时,室温每小时变化应小于0.3 ℃,被测件与仪器尽量同温。
对于长度大于50mm的工件,手的温度对工件有较大影响,为此,在拿取工件时,建议使用木钳和戴白手套。
备注:为了减小温度对测量结果的影响,可以引入温度补偿量加以修正。

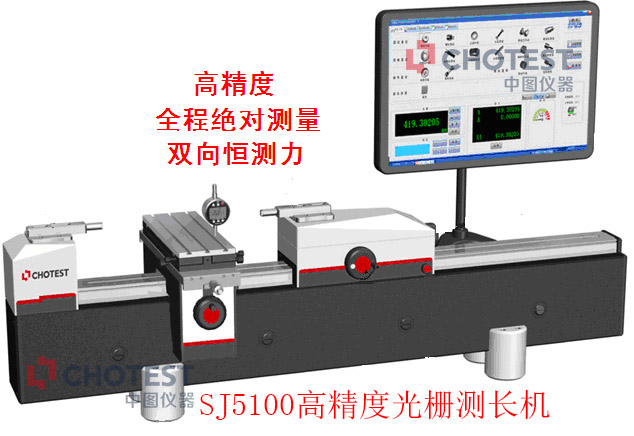
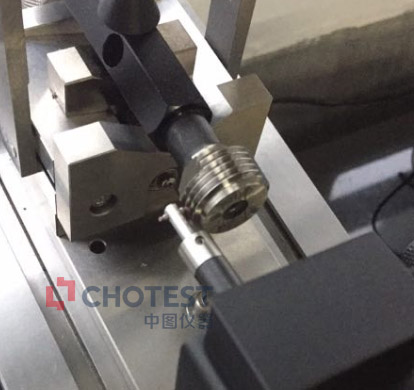
 精密测长机在测量小尺寸标准环规中的应用
精密测长机在测量小尺寸标准环规中的应用