插销试验文献

 高塑性低合金耐热钢插销冷裂纹试验判定准则探讨
高塑性低合金耐热钢插销冷裂纹试验判定准则探讨
高塑性低合金耐热钢插销冷裂纹试验判定准则探讨
高塑性低合金耐热钢插销冷裂纹试验判定准则探讨
选择特殊符号
选择搜索类型
请输入搜索
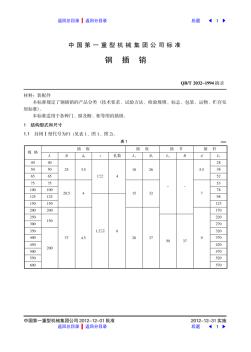
插销试验主要用于定量地研究焊接冷裂纹的敏感性,也可用于研究再热裂纹和层状撕裂等,是由法国巴黎焊接研究所格兰荣(Granjon)等人提出的,为模拟实际焊接接头的应力集中条件,在试样上开一缺口,缺口位置依焊接线能量而定。
插销是一种防止门窗从外面被打开的防盗部件。而插销试验主要用于定量地研究焊接冷裂纹的敏感性,也可用于研究再热裂纹和层状撕裂等。插销试验法是由法国巴黎焊接研究所格兰荣(Granjon)等人提出的,如图所示,为模拟实际焊接接头的应力集中条件,在试样上开一缺口,缺口位置依焊接线能量而定。试验时将插销试样插进底板的圆孔内,使其顶端与底板上平面平齐。然后经圆孔上端熔敷一直线焊道,使缺口底部恰好位于热影响区的粗晶区内。焊后,当试样冷至150~1000C时,在插销上施加一静载荷,可调整拉伸应力的数值,从而求出临界应力。目前缺口形式主要有两种,即圆形缺口和螺旋形缺口。
明插销便宜,安装使用方便;暗插销更防盗,特别是翻板式,是无法用技术撬开的。
明暗插销都有露在外面的,暗销更防翘,明销更容易安装,也更实惠……即使不露把的暗销也是要钥匙什么的
卧式拉力试验机采用机架整体钢板焊接框架结构,单出杆双作用油缸通过两拉杆加力架施加试验力, 前后夹头液压夹持试样,高精度负荷传感器测力,根据试样规格长度后夹头体可有级调整拉伸空间(试验空间调整范围50-...
高塑性低合金耐热钢插销冷裂纹试验判定准则探讨
高塑性低合金耐热钢插销冷裂纹试验判定准则探讨
高塑性低合金耐热钢插销冷裂纹试验判定准则探讨
①T91钢靠合金化原理,尤其是添加了少量铌、钒等微量元素,高温强度、抗氧化性较12 Cr1MoV钢有较大的提高,但其焊接性能较差。
②插销试验表明,T91钢有较大冷裂倾向,选取预热200~250 ℃,层间温度200~300 ℃,可有效防止冷裂纹产生。
③T91焊后热处理前,必须冷却至100~150 ℃,保温1 h;回火温度730~780 ℃,保温时间不少于1 h。
④以上焊接工艺已应用于200 MW、300MW 锅炉制造生产实践中,取得满意效果,并获得较大的经济效益。
T91钢的Ms点约为400℃,预热温度一般选在200~250℃。预热温度不能太高,否则接头冷却速度降低,可能在焊接接头中引起晶界处碳化物析出和形成铁素体组织,从而大大降低该钢材焊接接头在室温时的冲击韧性。预热温度的下限从哈尔滨锅炉厂所做过的插销试验可得到很好的说明。
插销试棒采用T91钢,直径8 mm,深0.5 mm,底板采用13CrMo钢,厚20 mm,试验在不预热、预热150℃、预热200℃、预热250℃条件下进行。焊条采用J707。焊接电流为165~170 A,电弧电压为21~267 V,试验结果如表2所示。
表2 T91插销试验结果
试验
条件 试样
号 应力水平
/MPa 断裂时间
/min
不预热 1 303.8 9 9
2 186 8 237
3 176.4 8.3 1440未断
预热150℃ 4 421.4 8.1 1260
5 354.8 120未断
预热200℃ 6 465.2 8.6 1440未断
7 482.7 8.1 438
8 539 7.9 313
预热250℃ 9 539 8.2 1440未断
10 600 8.0 1440未断
由上述试验结果知,在不预热条件下,T91钢焊接接头的临界应力为176.4 MPa;预热150℃时,临界应力为354.8 MPa,为T91钢常温屈服极限415 MPa的85.4%;预热200℃以上时,临界应力大于460 MPa,超过了T91钢常温屈服极限。由此,为避免T91钢焊接时产生冷裂纹,预热温度必须不低于200℃,德国规定预热温度为180~250℃,美国CE公司规定预热温度为120~205℃。
层间温度不得低于预热温度下限,但如同预热温度的选取一样,层间温度也不能过高。T91焊接时层间温度一般控制在200~300℃。法国规定:层间温度不超过300℃。美国规定:层间温度可位于170~230℃之间。
T91要求焊后冷却到低于Ms点以下并保持一定时间再进行回火处理,焊后冷却速度为80~100℃/h。如果未经保温,接头的奥氏体组织可能没有完全转变,回火加热会促使碳化物沿奥氏体晶界沉淀,这样的组织很脆。但是T91焊后也不允许冷却到室温再进行回火,因为其焊接接头冷却到室温时就有产生冷裂纹的危险。对于T91来说,最佳起始温度为100~150℃,并保温1h,可基本确保组织转变完毕。
T91钢冷裂倾向较大,在一定条件下,容易产生延迟裂纹,故焊接接头必须在焊后24 h内进行回火处理。T91焊后状态的组织为板条状马氏体,经过回火可变为回火马氏体,其性能较板条状马氏体优越。回火温度偏低时,回火效果不明显,焊缝金属容易时效而脆化;回火温度过高(超过AC1线),接头又可能再次奥氏体化,并在随后的冷却过程中重新淬硬。同时,如本文在前面所述,回火温度的确定还要考虑接头软化层的影响。一般而言,T91回火温度为730~780℃。
T91焊后回火恒温时间不少于1 h,才能保证其组织完全转变为回火马氏体。
为了降低T91钢焊接接头的残余应力,必须控制其冷却速度小于5 ℃/min。T91钢的焊接工艺可用图3表示。
①预热200~250 ℃;②焊接,层间温度200~300 ℃;③焊后冷却,速度为 80~100 ℃/h;④100~150 ℃保温1 h;⑤730~780 ℃回火1 h;⑥以不大于5 ℃/min速度冷却
①T91钢靠合金化原理,尤其是添加了少量铌、钒等微量元素,高温强度、抗氧化性较12 Cr1MoV钢有较大的提高,但其焊接性能较差。
②插销试验表明,T91钢有较大冷裂倾向,选取预热200~250 ℃,层间温度200~300 ℃,可有效防止冷裂纹产生。
③T91焊后热处理前,必须冷却至100~150 ℃,保温1 h;回火温度730~780 ℃,保温时间不少于1 h。
④以上焊接工艺已应用于200 MW、300MW 锅炉制造生产实践中,取得满意效果,并获得较大的经济效益。