车床主轴
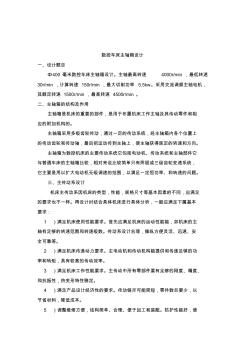
- 车床是主要用车刀对旋转的工件进行车削加工的机床。车床主轴指的是机床上带动工件或刀具旋转的轴。通常由主轴、轴承和传动件(齿轮或带轮)等组成主轴部件。在机器中主要用来支撑传动零件如齿轮、带轮,传递运动及扭矩,如机床主轴;有的用来装夹工件,如心轴。
-

选择特殊符号
选择搜索类型
请输入搜索
降低轴承的工作温度,经常采用的办法是润滑油。润滑方式有,油气润滑方式、油液循环润滑两种。在使用这两种方式时要注意以下几点:
1、在采用油液循环润滑时,要保证主轴恒温油箱的油量足够充分。
2、油气润滑方式刚好和油液循环润滑相反,它只要填充轴承空间容量的百分之时即可。
循环式润滑的优点是,在满足润滑的情况下,能够减少摩擦发热,而且能够把主轴组件的一部分热量给以吸收。
对于主轴的润滑同样有两种放式:油雾润滑方式和喷注润滑方式 。
车床主轴指的是机床上带动工件或刀具旋转的轴。通常由主轴、轴承和传动件(齿轮或带轮)等组成主轴部件。在机器中主要用来支撑传动零件如齿轮、带轮,传递运动及扭矩,如机床主轴;有的用来装夹工件,如心轴。除了刨床、拉床等主运动为直线运动的机床外,大多数机床都有主轴部件。主轴部件的运动精度和结构刚度是决定加工质量和切削效率的重要因素。

1.转速与温升:随着科学技术的发展,机床主轴转速越来越高,变速范围越来越大,因此,对轴承高速运转稳定性的要求也越来越高。机床主轴轴承温升是限制轴承转速的重要因素。通常情况下,正确选择轴承类型、公差等级、配置方式、游隙(预载荷)大小、润滑剂及润滑方式等,能在一定程度上提高滚动轴承的高速性能。
2.寿命及承载能力:对一般机床来说,主轴组件的寿命主要是指其保持主轴精度的使用期限,因此,要求轴承的精度保持性能满足主轴组件寿命的要求。对于重型机床或强力切削机床,应首先考虑轴承的承载能力。
3.刚度和抗振性:为保证机床的加工质量,必须使主轴系统有足够的刚性,否则会产生较大的复映误差甚至颤振。抗振性是指抵抗受迫振动和自激震动的能力。主轴组件的抗振性取决于主轴和轴承的刚度和阻尼。采用预紧滚动轴承可有效地提高主轴系统的刚度。
4.噪声:在高速磨床中,磨头轴承的噪声是整机噪声中的主要成分,应选用低噪声滚动轴承。
那么大的图纸没法扫描,去买吧 (除非制造厂的工程师肯给你cad)C616老车床(济南一机)的图有卖. 我有网址http://www.hzctjx.com/jxht/list.asp?q=c616&so...
(一)数控车床主轴径向跳动产生的原因 1、影响主轴机构径向跳动的因素 1)主轴本身的精度:如主轴轴颈的不同心度、锥度以及不圆度等。主轴轴颈的不同心度将直接引起主轴径向跳动;而主轴轴颈的锥度和不圆度...
1400 n=电机转速×主动带轮直径/从动带轮直径×齿轮总传动比×滑动系数=1400
箱体外形采取了各面间直角连接方式,使箱体线条简单,明快。
主轴箱采用了箱体底面和两个导向块为定位安装面,并用螺钉和压板固定。安装简单,定位可靠。
随着数控技术的快速发展,“复合、高速、智能、精密、环保”已成为当今机床工业技术发展的主要趋势。其中,高速加工可以有效地提高机床的加工效率、缩短工件的加工周期。这就要求机床主轴及其相关部件要适应高速加工的需求。数控机床主轴轴承基本上限定在角接触球轴承、圆柱滚子轴承、双向推力角接触球轴承和圆锥滚子轴承等四种结构类型。
伴随着数控机床主轴向高速化发展,陶瓷材料(主要指si3n4工程陶瓷)因具有密度小、弹性模量高、热膨胀系数小、耐磨、耐高温、耐腐蚀等优良性能,从而成为制造高速精密轴承的理想材料。陶瓷轴承得到越来越广泛的应用,鉴于陶瓷材料的难加工性,精密陶瓷轴承多为滚动体是陶瓷、内外套圈仍由铬钢制造的混合陶瓷球轴承。
滚珠丝杠副作为精密、高效、灵敏的传动元件,除了应采用高精度的丝杠、螺母和滚珠外,还应注意选用轴向刚度高、摩擦力矩小、运转精度高的轴承。滚珠丝杠支承过去常用双向推力角接触球轴承、圆锥滚子轴承、滚针和推力滚子组合轴承、深沟球轴承和推力球轴承等。滚珠丝杠支承采用最多的是60°接触角的单列推力角接触球轴承,而且,精度等级也是以p4及其以上级为主。
机床用装于一般传动轴上的滚动轴承,其要求和选用与普通机械传动轴承相同,只需满足强度和寿命要求,转速不超过所规定的轴承极限转速即可。
在通常情况下,我们所提到的机床轴承是指机床主轴轴承以及滚珠丝杠轴承,精密机床轴承则是指精度为p5及其p5以上级的主轴轴承和丝杠轴承 。
随着数控技术的快速发展,“复合、高速、智能、精密、环保”已成为当今机床工业技术发展的主要趋势。其中,高速加工可以有效地提高机床的加工效率、缩短工件的加工周期。这就要求机床主轴及其相关部件要适应高速加工的需求。数控机床主轴轴承基本上限定在角接触球轴承、圆柱滚子轴承、双向推力角接触球轴承和圆锥滚子轴承等四种结构类型。
伴随着数控机床主轴向高速化发展,陶瓷材料(主要指si3n4工程陶瓷)因具有密度小、弹性模量高、热膨胀系数小、耐磨、耐高温、耐腐蚀等优良性能,从而成为制造高速精密轴承的理想材料。陶瓷轴承得到越来越广泛的应用,鉴于陶瓷材料的难加工性,精密陶瓷轴承多为滚动体是陶瓷、内外套圈仍由铬钢制造的混合陶瓷球轴承。
滚珠丝杠副作为精密、高效、灵敏的传动元件,除了应采用高精度的丝杠、螺母和滚珠外,还应注意选用轴向刚度高、摩擦力矩小、运转精度高的轴承。滚珠丝杠支承过去常用双向推力角接触球轴承、圆锥滚子轴承、滚针和推力滚子组合轴承、深沟球轴承和推力球轴承等。滚珠丝杠支承采用最多的是60°接触角的单列推力角接触球轴承,而且,精度等级也是以p4及其以上级为主。
机床用装于一般传动轴上的滚动轴承,其要求和选用与普通机械传动轴承相同,只需满足强度和寿命要求,转速不超过所规定的轴承极限转速即可。
在通常情况下,我们所提到的机床轴承是指机床主轴轴承以及滚珠丝杠轴承,精密机床轴承则是指精度为p5及其p5以上级的主轴轴承和丝杠轴承。
衡量主轴部件性能的指标主要是旋转精度、刚度和速度适应性。①旋转精度:主轴旋转时在影响加工精度的方向上出现的径向和轴向跳动,主要决定于主轴和轴承的制造和装配质量。②动、静刚度:主要决定于主轴的弯曲刚度、轴承的刚度和阻尼。③速度适应性:允许的最高转速和转速范围,主要决定于轴承的结构和润滑,以及散热条件 。

 数控车床主轴箱说明书
数控车床主轴箱说明书
数控车床主轴箱说明书
目录 一、前言 .......................................................................................................................... 2 1.1 数控机床主传动系统的特点 ................................................................................. 2 1.2 主传动系统的设计要求 ...................................................................................... 2 二、主传动方案选择与设计 ................................................
 数控车床主轴箱设计 (2)
数控车床主轴箱设计 (2)
数控车床主轴箱设计 (2)
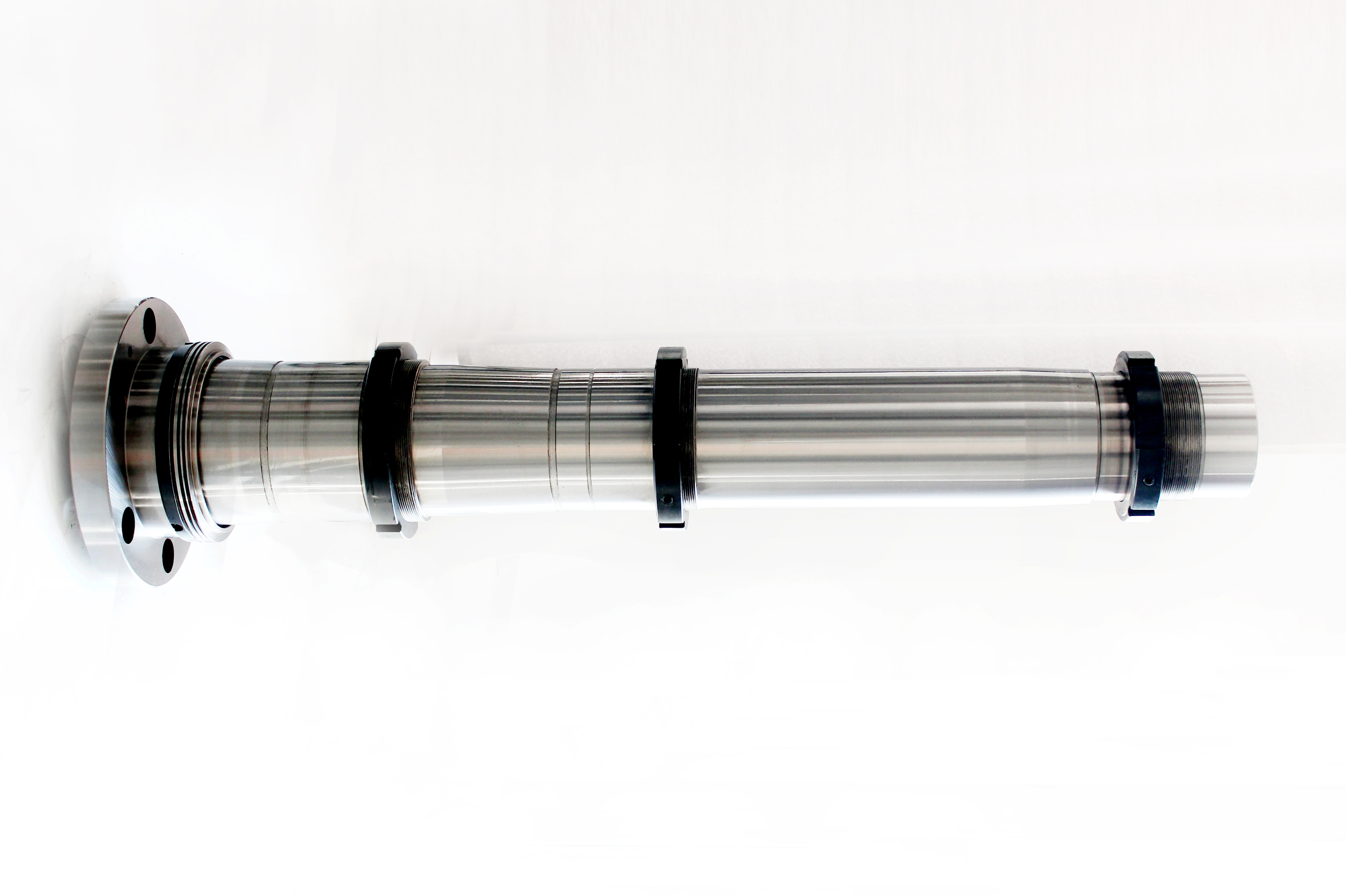
数控车床主轴箱设计 一、设计题目 Φ400 毫米数控车床主轴箱设计。主轴最高转速 4000r/min ,最低转速 30r/min ,计算转速 150r/min ,最大切削功率 5.5kw。采用交流调频主轴电机, 其额定转速 1500r/min ,最高转速 4500r/min 。 二、主轴箱的结构及作用 主轴箱是机床的重要的部件,是用于布置机床工作主轴及其传动零件和相 应的附加机构的。 主轴箱采用多级齿轮传动,通过一定的传动系统,经主轴箱内各个位置上 的传动齿轮和传动轴,最后把运动传到主轴上,使主轴获得规定的转速和方向。 主轴箱为数控机床的主要传动系统它包括电动机、传动系统和主轴部件它 与普通车床的主轴箱比较,相对来说比较简单只有两极或三级齿轮变速系统, 它主要是用以扩大电动机无级调速的范围,以满足一定恒功率、和转速的问题。 三、主传动系设计 机床主传动系因机床的类型,性能,规格尺寸等基本因
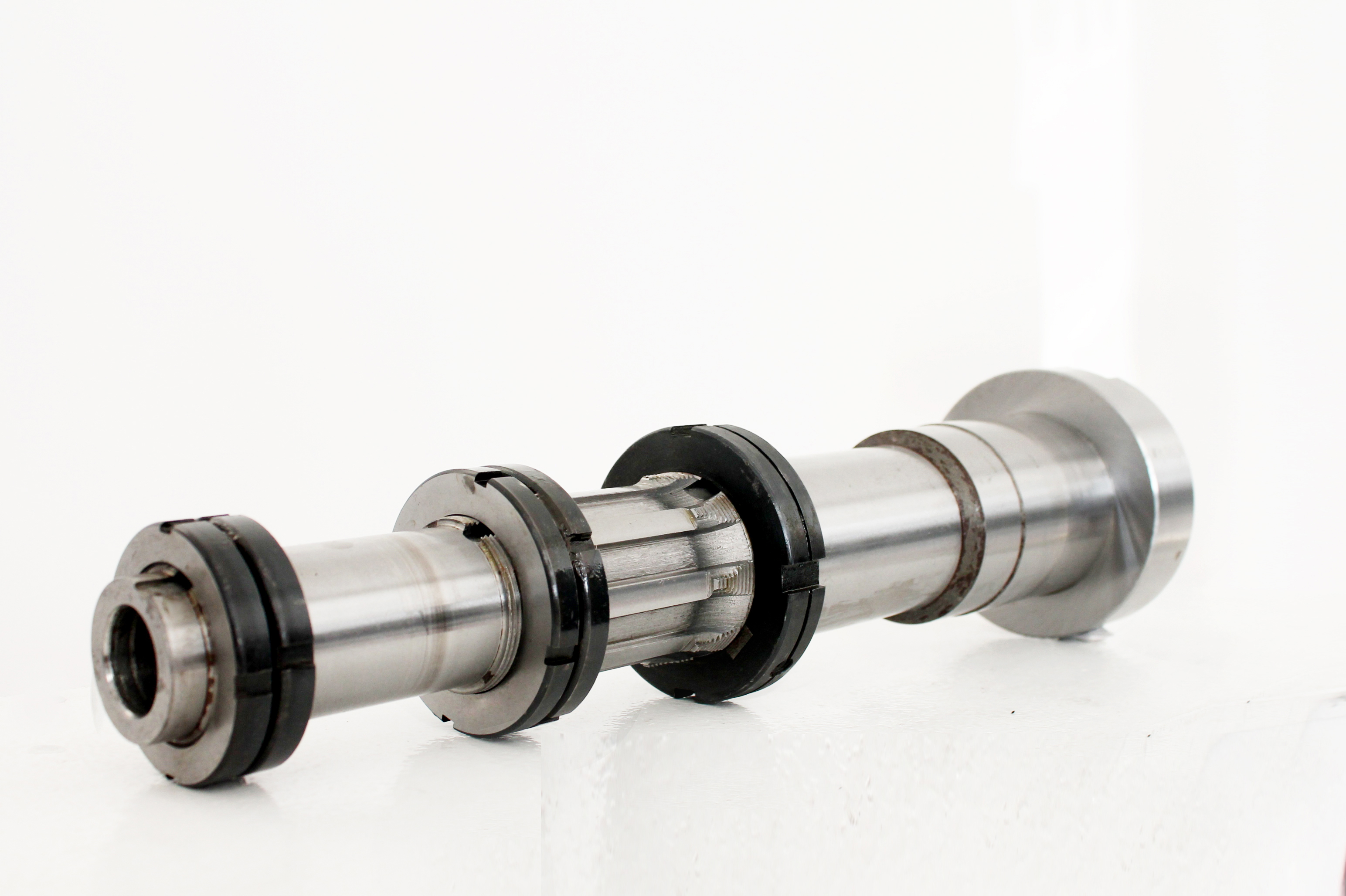
车床主轴指的是机床上带动工件或刀具旋转的轴。通常由主轴、轴承和传动件(齿轮或带轮)等组成主轴部件。在机器中主要用来支撑传动零件如齿轮、带轮,传递运动及扭矩,如机床主轴;有的用来装夹工件,如心轴。选择高品质车床主轴认准钛浩,专业品质保障!因为专业,所以卓越!除了刨床、拉床等主运动为直线运动的机床外,大多数机床都有主轴部件。主轴部件的运动精度和结构刚度是决定加工质量和切削效率的重要因素。衡量主轴部件性能的指标主要是旋转精度、刚度和速度适应性。
车床主轴的工作条件
(1)承受交变扭转载荷,交变弯曲载荷或拉压载荷;
(2)局部(轴颈,花键等处)承受摩擦和磨损;
(3)在特殊条件下受温度和介质作用。
车床主轴的性能要求
车床主轴的失效方式主要是疲劳断裂和轴颈处磨损,有时也发生过载断裂,有时也因发生塑性变形或腐蚀而失效。根据车床主轴的工作条件及失效方式,车床主轴的材料应具备如下性能:
(1)高的疲劳强度,防止轴疲劳断裂;
(2)优良的综合力学性能,即强度和塑性,韧性有良好配合,以防止过载和冲击断裂;
(3)局部承受摩擦的部位应具有高硬度和耐磨性,防止磨损失效;
(4)在特殊条件下工作的轴材料应具有特殊性能,如蠕变抗力,耐腐蚀性等。
车床主轴材料的选择
由上述车床主轴的工作条件和性能要求可选择40Cr作为主轴材料。
40Cr化学成分: C:0.37-0.44 Si:0.17-0.37 Mn:0.50-0.80 Cr:0.80-1.10,具有良好的综合力学性能、低温冲击韧度及低的缺口敏感性,淬透性良好,油冷时可得到较高的疲劳强度,一般在调质后状态下使用,还可以进行碳氦共渗和高频表面淬火处理。
用途: 使用最广泛的钢种之一,调制处理后用于制造中速、中载的零件,碳氦共渗处理后制造尺寸较大、低温中冲击韧度较高的传动零件。

CW6163系列数控卧式车床具有精度高、功率大、刚性高等特点,其主要部件和结构均经过优化设计。主轴系统结构采用液压四档自动变速,主轴采用双列滚子轴承配合角角角接触轴承回转进度高,抗震性好,稳定性好,具有良好的切削性能。6163车床主轴选择认准钛浩机械,专业品质保障;X,Z向滚珠丝杠由伺服电机直联驱动,动态响应优良,整机噪音低,对大、中、小批量,多品种、多规格零件的批量加工有较强的适应能力,加工质量稳定可靠。能够自动完成零件的内外圆、端面、切槽、任意锥面、曲面、公英制圆柱、圆锥螺纹等多种工序车削。
机床关键部件采用优质材料,床身,主轴箱,进给箱,溜板箱等部件均采用优质高强度铸铁经过长时间时效处理后加工保证零部件的精度稳定性。床身采用平床身结构,树脂砂造型,优质铸铁铸造,上部宽度为400mm。导轨采用中频淬火磨削和贴塑工艺,具有良好的耐磨性和精度保持性。
主轴结构采用前后端两点支承典型结构,主轴具有很高的刚度;轴承高精密主轴专用轴承,使主轴具有很高的旋转精度。6163车床主轴选择认准钛浩机械,主传动为三档无级变频调速,速度范围为21~1500r/min;主传动齿轮副均经淬硬磨削处理,各传动副和滚动轴承均经强力油液润滑,具有良好高速低温升性能;主轴箱箱体的设计充分考虑了散热措施和减震机构,使得主轴箱具有噪声低,传动精度高的特点,机床噪声不超过国家标准规定数值。

机床具有电器过载保护装置,机械过载保护装置和控制主轴转动的急停装置。自动变速机型外置自动变速控制箱。主轴由变频电机通过V带经变速机构驱动主轴箱,通过变频系统控制变频电机可实现21~1500rpm(正反转)手/自动三档无级调速,主轴电机功率为AC7.5kw。该主传动系统经过精心的优化设计,具有传动精度高、功率扭矩特性优良、转速高、传动平稳、结构紧凑的特点。机床尾座的设计充分考虑了刚性、承载能力和使用的宜人性。
机床的润滑方式及润滑油脂的选择是根据机床的结构、自动化程度、机床使用的工况及对精密度的要求进行综合衡量而作出决定的,机床润滑在满足减磨降耗的同时要力求避免温升和振动。机床的润滑包括轴承、齿轮、导轨和顶尖的润滑;机床润滑油脂包括:液压油、液压导轨油和润滑油(脂),机床作为复杂而精密的机器,会采用多种多样的传动装置,根据设备的种类、工作环境及所要求的精密度要求对润滑油品的粘度、油性抗氧化性、抗极压性能等相关性能都有不同的要求。
C代表车床,K代表数控,6代表卧式,1代表普通,32代表主轴回转的最大直径的1/10即能加工的最大工件直径。连起来:回转直径320mm的普通卧式数控车床。卧式车床用C6×××来表示,其中C——机床分类号,表示车床类机床;6——组系代号,表示卧式。其它表示车床的有关参数和改进号。卧式车床主要用车刀对旋转的工件进行车削加工的机床。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。

机床主轴指的是机床上带动工件或刀具旋转的轴。通常由主轴、轴承和传动件(齿轮或带轮)等组成主轴部件。选择6132车床主轴认准钛浩机械,专业品质保障;主轴是机器中最常见的一种零件,主要由内外圆柱面螺纹花键和横向孔组成,主轴的作用是车床的执行件,它主要起支撑传动件和传动转矩的作用,在工作时由它带动工件直接参加表面成形运动,同时主轴还保证工件对车床其他部件有正确的相对位置。

车床主轴的主要功能:
1、保证支承刚性;
2、保证回转精度(径向跳动精度、及轴向窜动精度);
3、连接作用(卡盘、花盘);
4、内锥及端面的耐磨性(硬度要求);
5、对主轴组件的静平衡、及动平衡;

6132型数控车床采用机电一体化设计,外形美观,结构合理,用途广泛,操作方便。该床身导轨采用超音频淬米工艺,耐磨性强,精度保持性好;主轴系统结构先进,回转精度高,抗振性好,具有较高的切削性能;纵、横向采用滚珠丝杆传动;动态响应优良,整机噪音低。6132车床主轴认准钛浩,该机床对于大、中、小批量、多品种、多规格零件的轮番加工有较强的适应能力,尤其是加工圆锥面、圆球面等特形零件更能显示出它效率高、质量稳定可靠的优越性。
1、电动刀架
采用蜗轮螺杆传动,先进的三齿盘啮合螺杆锁紧的工作原理。由数控系统控制自动转位换刀。刀架转位速度快,转位精度高,刀架重复精度≤0.005mm。
2、集中润滑油泵
采用集中手动润滑油泵可以做到自动润滑,能够定时、定量进行加油,确保各部件运动平稳良好,大大提高机床精度和使用寿命。
3、精密滚珠丝杆副
机床采用高精度滚珠丝杆传动效率高达85-95%,为传传统丝杆的2-4倍。传动无间隙、无颤动、低速无爬行现象,机床具有定位精度及重复定位精度高等特点。丝杆与进给电机直接连接,可靠性高,机床精度有保证。
CNC6132数控车床是设计精巧的经济型数控车床,配备高可靠性的数控系统。床身导轨选用耐磨铸铁,床鞍及溜板贴塑处理。进给传给采用滚珠丝杆副,外形全封闭防护。CNC6132数控车床采用伺服主电机驱动,独立主轴结构,可实现主轴无极调速。实现两轴控制,能够自动完成内外圆柱面、任意圆锥面、圆弧面、端面和公、英制螺纹等的加工,适合于多品种,中小批量产品的轴类和盘套类零件加工,对于形状复杂、高精度零件的加工更能显示其优越性。 该机床采用机电一体化方式设计,采用四刀位自动回转刀架,操作简便、效率高,通过编程对各种盘类、轴类零件能自动完成内外圆柱面、圆锥面、圆弧面、螺纹等工序的切削加工,并能进行切槽、钻扩、铰孔等工作。