沉头孔文献

 常用螺丝及沉头孔尺寸表
常用螺丝及沉头孔尺寸表
常用螺丝及沉头孔尺寸表
常用螺丝及沉头孔尺寸表 规格 螺丝头直径 螺丝头厚度 螺丝杆直径 沉头孔直径 沉头孔深度 通过孔直径 M2 M3 M4 M5 M6 6 11 M8 8 13 M10 10 16 M12 19 M14 M16 24 16 26 17 螺丝称号 (d) M3 M4 M5 M6 M8 M10 M12 (M14) M16 M20 M24 M30 螺牙节距 (p) 1 2 2 3 b 参 考 18 20 22 24 28 32 36 40 44 52 60 72 dk 最 大 ( 基 准 呎 吋 ) 7 10 13 16 18 21 24 30 36 45 最大 最小 da 最大 26..4 ds 最 大 ( 基 准 呎 吋 ) 3 4 5 6 8 10 12 14 16 20 24 30 最小 k 最 大 ( 基 准 呎 吋 ) 3 4 5 6 8 10 12 14 16 20 24 30 最小
 螺丝及沉头常用孔尺寸
螺丝及沉头常用孔尺寸
螺丝及沉头常用孔尺寸
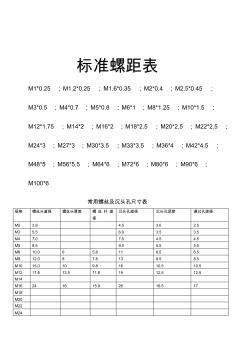
标准螺距表 M1*0.25 ;M1.2*0.25 ;M1.6*0.35 ;M2*0.4 ;M2.5*0.45 ; M3*0.5 ;M4*0.7 ;M5*0.8 ;M6*1 ;M8*1.25 ;M10*1.5 ; M12*1.75 ;M14*2 ;M16*2 ;M18*2.5 ;M20*2.5 ;M22*2.5 ; M24*3 ;M27*3 ;M30*3.5 ;M33*3.5 ;M36*4 ;M42*4.5 ; M48*5 ;M56*5.5 ;M64*6 ;M72*6 ;M80*6 ;M90*6 ; M100*6 常用螺丝及沉头孔尺寸表 规格 螺丝头直径 螺丝头厚度 螺 丝 杆 直 径 沉头孔直径 沉头孔深度 通过孔直径 M2 3.8 4.5 3.0 2.5 M3 5.5 6.0 3.5 3.5 M4 7.0 7.5 4.5 4.5 M5 8.5 9.0 5.5 5.5 M6 10
