冲弧工艺文献


 冲渣工艺流程
冲渣工艺流程
冲渣工艺流程
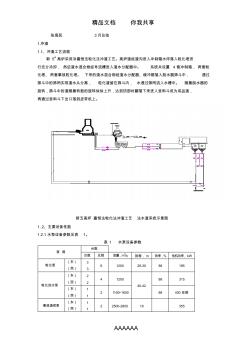
精品文档 你我共享 AAAAAA 张海民 3月总结 1.冲渣 1.1、冲渣工艺流程 新 5# 高炉采用冷嘉恒法粒化法冲渣工艺。高炉渣经渣沟进入冲制箱水淬落入粒化塔进 行充分冷却, 然后渣水混合物经导流槽进入渣水分配器中。 系统共设置 4 套冲制箱, 两套粒 化塔、两套事故粒化塔。 下来的渣水混合物经渣水分配器、缓冲箱落入脱水器筛斗中, 通过 筛斗中的筛网实现渣水从分离, 粒化渣留在筛斗内, 水透过筛网流入水槽中。 随着脱水器的 旋转,筛斗中的渣随着转鼓的旋转徐徐上升,达到顶部时翻落下来进入受料斗成为成品渣, 再通过受料斗下出口落到皮带机上。 新五高炉 嘉恒法粒化法冲渣工艺 法水渣系统示意图 1..2、主要设备性能 1.2.1 水泵设备参数见表 1。 表 1 水泵设备参数 泵 房 台数 台数 总数 流量,m3/h 扬程, m 效率,% 电机功率, kW 粒化泵 (东) (西) 3 3


