冲模技术
- 《冲模技术》是2010年机械工业出版社出版的图书,作者是涂光祺、赵彦启。
-

选择特殊符号
选择搜索类型
请输入搜索
本书可供从事冲压工艺和冲模设计的技术人员使用,也可供科研单位的研究人员、大专院校的师生参考。
第2版前言
第一章 冲模设计基础
第一节 冲压件工艺设计
第二节 冲压用材料
第三节 冲压设备
第四节 冲模设计要领
第二章 冲裁模
第一节 冲裁特征
第二节 冲裁间隙
第三节 冲裁力和功
第四节 压力中心
第五节 排样与搭边
第六节 凸、凹模刃口尺寸
第七节 典型结构
第八节 高速冲裁模
第三章 精冲模
第一节 强力压边精冲机理
第二节 精冲力的计算
第三节 精冲复合工艺
第四节 精冲质量的影响因素
第五节 精冲工艺润滑
第六节 精冲模结构
第七节 排样与搭边
第八节 V形环尺寸
第九节 凸、凹模间隙
第十节 凸模和凹模尺寸
第十一节 模芯结构
第十二节 典型结构
第十三节 精冲液压模架
第十四节 对向凹模精冲模
第四章 弯曲模
第一节 弯曲特征
第二节 弯曲力
第三节 弯曲件毛坯展开长度
第四节 回弹
第五节 工作部分结构参数
第六节 工序安排及模具结构
第七节 典型结构
第五章 拉深模
第一节 拉深变形特征
第二节 筒形件拉深
第三节 复杂旋转体件拉深
第四节 矩形件拉深
第五节 工作部分结构参数
第六节 压料
第七节 拉深力与拉深功
第八节 其他位深
第九节 典型结构
第六章 成形模
第一节 胀形
第二节 翻孔和翻边
第三节 缩口
第四节 校形
第五节 压印
第七章 汽车覆盖件冲模
第一节 汽车覆盖件的结构特点
第二节 汽车覆盖件变形分析
第三节 汽车覆盖件工艺设计
第四节 拉深模
第五节 修边模
第六节 翻边模
第八章 连续模
第一节 特点、分类及应用
第二节 工艺分析与结构设计
第三节 主要零件设计
第四节 典型结构
第九章 冲模零件设计标准选用
第一节 工作零件设计
第二节 定位零件设计
第三节 压边、卸料及出件装置
第四节 支承及夹持零件
第五节 弹簧和橡胶板
第六节 螺钉孔和销钉孔
第七节 零件的表面粗糙度和配合要求
第八节 零件材料及热处理要求
第十章 计算机技术在冲模技术中的应用
第一节 概述
第二节 冲模CAD技术
第三节 冲模CAM技术
第四节 冲模CAE技术
第五节 冲压产品数据管理(PDM)
第六节 计算机技术在我国冲压生产中的应用实例
第七节 研究热点及展望
第十一章 冲模工作零件先进制造技术
第一节 高精度电火花加工
第二节 高精度电火花线切割加工
第三节 坐标磨削
第四节 连续轨迹数控坐标磨
第五节 加工中心
第六节 快速原形/零件制造(RPM)
参考文献
本书系统地阐述了冲压工艺和冲模设计的基本原理和规范。全书共分十一章,内容力求全面、实用,在此基础上突出了先进性。用较大的篇幅介绍了高速冲裁工艺与冲模、精冲工艺与冲模、汽车覆盖件冲模、冲模CAD、CAM、CAE技术、冲模工作零件的先进制造技术等,以满足读者开发和提高冲压工艺和冲模技术的需要。
是产品 还是模具配子或模板 冲模零件的主要技术要求如下: ① 零件的材料除按有关零件标准规定使用,可以允许代用,但代用材料的力学性能不得低于原规定的材料。 ② 零件图上未注公差的极限偏差按GB18...
冷冲熟称生冲,就是冲压的材料不经过处理,直接冷加工变形,热冲像锻造啊,锻打等,是产品先加热到一定温度再进行冲压
我给你上传一套《建筑施工股模板安全技术规范》,模板的配置、间距等数据需要计算得出。详细看看吧!

 转塔冲模具表(薄板)
转塔冲模具表(薄板)
转塔冲模具表(薄板)
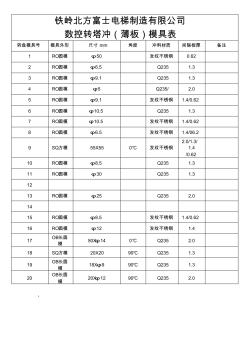
、 铁岭北方富士电梯制造有限公司 数控转塔冲(薄板)模具表 转盘模具号 模具外形 尺寸 mm 角度 冲料材质 间隙板厚 备注 1 RO圆模 φ50 发纹不锈钢 0.62 2 RO圆模 φ6.5 Q235 1.3 3 RO圆模 φ9.1 Q235 1.3 4 RO圆模 φ5 Q235/ 2.0 5 RO圆模 φ9.1 发纹不锈钢 1.4/0.62 6 RO圆模 φ10.5 Q235 1.3 7 RO圆模 φ10.5 发纹不锈钢 1.4/0.62 8 RO圆模 φ6.5 发纹不锈钢 1.4/06.2 9 SQ方模 55X55 0℃ 发纹不锈钢 2.0/1.3/ 1.4 /0.62 10 RO圆模 φ8.5 Q235 1.3 11 RO圆模 φ30 Q235 1.3 12 13 RO圆模 φ25 Q235 2.0 14 15 RO圆模 φ8.5 发纹不锈钢 1.4/
零件去除氧化皮。零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。去除毛刺飞边。
经调质处理,HRC50~55。零件进行高频淬火,350~370℃回火,HRC40~45。渗碳深度0.3mm。进行高温时效处理。
未注形状公差应符合GB1184-80的要求。未注长度尺寸允许偏差±0.5mm。铸件公差带对称于毛坯铸件基本尺寸配置。
未注圆角半径R5。未注倒角均为2×45°。锐角倒钝。
冲模钢是指适合制造冲模用的模具钢 。
冲模的生产过程是从原材料通过铸造、锻造、切削加工和特种加工,加工成设计图样所要求的冲模零件,再按设计、工艺规程的技术要求,将冲模零件装配成模具的全过程。
一副质量合格的模具应满足下述基本要求:
1、模具零件在材料性能、加工和热处理质量上,能达到图样设计要求;
2、模具装配后能满足设计要求的装配质量和使用性能;
3、试冲制件质量合格,达到要求;
4、冲模有高的使用寿命和耐用度;
5、冲模制造的生产周期短,成本低,质量稳定,有好的经济技术效益。
