冲模文献

 转塔冲模具表(薄板)
转塔冲模具表(薄板)
转塔冲模具表(薄板)
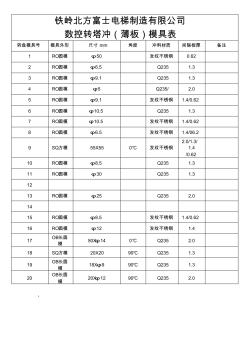
、 铁岭北方富士电梯制造有限公司 数控转塔冲(薄板)模具表 转盘模具号 模具外形 尺寸 mm 角度 冲料材质 间隙板厚 备注 1 RO圆模 φ50 发纹不锈钢 0.62 2 RO圆模 φ6.5 Q235 1.3 3 RO圆模 φ9.1 Q235 1.3 4 RO圆模 φ5 Q235/ 2.0 5 RO圆模 φ9.1 发纹不锈钢 1.4/0.62 6 RO圆模 φ10.5 Q235 1.3 7 RO圆模 φ10.5 发纹不锈钢 1.4/0.62 8 RO圆模 φ6.5 发纹不锈钢 1.4/06.2 9 SQ方模 55X55 0℃ 发纹不锈钢 2.0/1.3/ 1.4 /0.62 10 RO圆模 φ8.5 Q235 1.3 11 RO圆模 φ30 Q235 1.3 12 13 RO圆模 φ25 Q235 2.0 14 15 RO圆模 φ8.5 发纹不锈钢 1.4/
