CMC硬面补模氩焊丝系列
CMC-SKD11-3 硬度 HRC56~58 1.0,1.2,1.6,2.4 焊补冷作钢、冲模、切模、刀具、成型模、工件硬面制作,具高硬度、耐磨性及高韧性之氩焊条。
CMC-SKD61-2 硬度 HRC52~57 1.0,1.2,1.6,2.0,2.4,3.2
焊补热锻模、热切模、热冲模、热加工成型模、热作工具、压铸钢模。
CMC-SKD61 硬度 HRC42~46 0.9,1.2,1.6,2.4
焊补铝铜压铸模、具良好耐热、耐磨、耐龟裂性。
CMC-M3-2 硬度 HRC61~63 1.2,1.6,2.0,2.4
补模拉刀,热作高硬度工具模具、热锻总模、热冲模、螺丝模,耐磨耗硬面、高速度钢。
CMC-MS-3 500度2H时效硬化 硬度HRC48-50 1.2,1.6,2.0,2.4
特殊硬化高韧度合金,非常适用于铝重力压铸模、浇口,延长使用寿命3~5倍,可制作非常精密之模具、超镜面(浇口补焊,使用不易热疲劳裂痕)
CMC-12Cr 硬度 HRC52~57 1.0,1.2 ,1.6,2.4,3.2
专用于Cr12、Cr12MoV系列的模具修补氩焊丝。用于热处理前,可机械加工,可热处理,热处理时尺寸变化小、不易开裂。若须焊补超过3层,可用CMC-30N打底。用于热处理后之Cr12,小面积可不预热。熔金硬度足够,可机械加工。
CMC-S45H 硬度 HRC52~57 1.0,1.2,1.6,2.0,2.4,3.2
专用于S45C制作刀口之模具焊丝。
鉴于模具产业对于成本之要求,交期渐紧的市场变化,所演进之模具刀口制作方式;在十分容易取得之S45C、A3、P20等模具钢局部,以焊接方式加强机械性能与硬度,主要用于:玻璃纤维模具、薄板五金冲压模…等刀口部位
CMC-Magic1 硬化后硬度 HRC50~54 1.2,1.6 ,2.4
极度不易开裂,可用碳含量较高的热处理后钢种熔金细密,用于拉伸模可大幅减少高张力钢板与普通钢板弯曲、拉伸成型时的刮痕
CMC-2365 HRC42~48 1.6
焊补热铜铝锻造模、铜铝压铸模、具极好耐热、耐磨、耐龟裂性良好之氩焊丝。
CMC铸铁/打底氩焊丝系列
CMC-30N 0.9,1.2,1.6,2.0,2.4,3.2 龟裂之焊合,异种合金之对接与过渡,硬面制作之打底,高硬度钢之接合。
CMC-60N 1.6,2.4 用于高温作业环境之模具打底,耐热性奇佳,高硬度钢之接合。
CMC-61N 1.2,1.6,2.4 铸铁与高碳钢之接合,锌铝压铸模龟裂,焊合重建、铣铁焊补
CMC-67N 1.6,2.4,3.2 适合铸铁(铣铁)焊补、易雕刻加工。
CMC-SSH 1.6,2.0,2.4 专用于S45C 与铸钢制作硬面之模具焊丝。用于S45C与铸钢等模具钢局部,以焊接方式加强光洁度与硬度,主要用于:玻璃纤维模具、五金冲压模。
CMC塑料射出模氩焊丝系列
CMC-75 硬度 HRC 25~27 1.0,1.2,1.6,2.4
适用于塑料射出模之氩焊丝,蚀花性良好。使用于鞋模焊补,易雕刻加工。
CMC-PDS-3 硬度 HRC 28~30 0.9,1.0,1.2 ,1.6
适用于塑料射出模之氩焊丝,耐热模、抗腐蚀模,切削性,蚀花性良好。
CMC-718H 硬度 HRC 30~33 0.9,1.0,1.2,1.6
适用于塑料射出模之氩焊丝。焊后机械加工性良好,材质均匀纯度高、抛光性良好,光蚀刻花性良好
CMC-2738 硬度 HRC 32~35 0.9,1.0,1.2,1.6
大型射出成型模,耐热模,抗腐蚀模,蚀花性良好,具备优良加工性能,易切削和电蚀。光蚀刻花性优异
CMC-P20 硬度 HRC 30 0.9 1.0,1.2,1.6,2.0,2.4
塑料射出模,耐热模(铸铜模)
CMC-P20H 硬度 HRC 30~33 1.0,1.2,1.6
在原有产品CMC-P20的优点上加强硬度
适用于塑料射出模之氩焊丝。焊后机械加工性与蚀花性良好,材质均匀硬度高
CMC-P20Ni 硬度 HRC 30 0.9 1.2,1.6,2.4
在原有产品CMC-P20的优点上加强抛光性能适用于塑料射出模之氩焊丝。焊后机械加工性与光蚀刻花性优异
CMC-NAK80 硬度 HRC 35~40 0.9,1.2,1.6,2.4
塑料射出模,镜面钢
CMC-NAK100 硬度 HRC 35~40 0.9,1.6
在原有产品CMC-NAK80的优点上加强抛光性能,有极优良的抛光性要求
CMC-S136H 硬度 HRC50~54 0.9,1.2,1.6,2.4
防酸模具钢,适合生产PS、SAN等塑料射出模之专用氩焊条。焊后具有优良的抗腐蚀性、抛光性与耐磨性,机械加工性佳、淬硬时具有优良的稳定性。
CMC-2316 硬度 HRC30~34 1.2,1.6
防酸模具钢,适合PVC、POM、CA
CMC大型模具电焊条系列
CMC-Emagic7 HRC 52~55 3.2*350mm CMC-Emagic7 为一可直接焊于铸铁与铸钢之神奇电焊条,焊接附着性佳,从第1层开始即可得高硬度,如果注意道间温度,则不会随着焊层数增加而降低硬度;另外,直接焊于热处理后的Cr12MoV钢上,有较高的硬度表现,特殊碱性包覆可减少气孔产生;可平焊、立焊、角焊,熔填率奇高,可加速焊补效率,于交流焊时起火性稍差。
CMC-E58 HRC 57~59 2.4, 3.2, 4.0
抗磨耗,硬度安定性高.适合于冷作钢损坏堆焊,特别是用于冷锻模、压延模、刀模、汽车冲压模、五金冲压模的切角、边。对于剪切工具的生产中,同样可以通过堆焊于低合金或一般的钢材上作为剪切边。也可以应用于耐磨耗机件之硬面制作。
CMC-ECI55 HRC 55-58 3.2*350mm
特别适合用于深抽模具的R角修复与高硬度之拉延部位制作。可直接焊补于铸铁模具GGG70L、FCD、GM241等…熔金细密、具极高的耐磨硬度、易抛光。属高效焊条(熔填率 120%)球墨铸铁、灰口铸铁与火焰淬火铸钢也可直接堆焊。
CMC-E46N HRC 45-48 2.4, 3.2
直接在铸铁上施焊,对于冲压模的金属磨耗非常有效。焊接金属第一层为奥氏体组织;从2层开始为马氏体组织耐磨耗性好。火焰淬火铸铁也可直接堆焊。
CMC-E46H HRC 44-49 3.2*350mm
特别适合用于钼铬铸铁模具的R角修复与拉延部位制作。熔金细密、易抛光可防止钣件的刮伤;硬度高,适用于高要求的拉延筋制造。球墨铸铁、灰口铸铁与火焰淬火铸钢也可直接堆焊。
CMC-E45 HRC 48~52 2.6, 3.2, 4.0
为一接合性较好之中硬度钢焊条,适用于空冷钢、铸钢:如ICD5、7CrSiMnMoV…等等。汽车板金覆盖件模具及大型五金板金冲压模具之拉延、拉伸部位修补,也可用于硬面制作。
CMC-E64N 3.2*350mm
铸铁用焊条,强度高、塑性好。适用于灰口铸铁及球墨铸铁、可机械加工。
CMC-ENCD HRC 25~28 3.2*350mm
可直接在铸铁上施焊,特别适用于MoCr铸铁与球墨铸铁之焊补。为一低硬度铁基铸铁焊条,焊后可加工,且由于与铸铁之成分十分接近,所以不产生一般铸铁焊条之色差问题,且焊后可随同铸铁进行热处理。焊接性能良好,无气孔,裂痕。
CMC-E62N 3.2*350mm
特别适用于铸铁模具,由于含镍量减低,所以可降低成本,铸钢模硬面制作打底缓冲层。
CMC-E12HA HRC 55-58 2.4, 3.2, 4.0
优异的红条,广泛使用于热锻、冷冲模、 抗磨耗硬面制作, 硬度安定性高, 使用于热锻模、冲压模、延压模、整边切模、车模、热滚压轮、耐磨耗机件之硬面制作。
CMC-E60A HRC 60~62 2.6, 3.2
硬度稳定性高,耐中高温磨耗。适用于中碳钢,低合金钢之硬面制作,耐磨耗之刀具机件修补,车模,热锻冷锻切口模具焊补。
CMC-E30N 高张力、高韧度 2.6, 3.2
高硬度钢之接合,钢模座固定,铸钢模硬面制作打底缓冲层,龟裂之焊合。
CMC-E61N 3.2*350mm
适于各种铸铁,合金铸铁,钢与铸铁接合,镍及其合金等,或耐水压铸件之焊接。
CMC-E7W (停产) HRC 53~55 3.2, 4.0
适用于空冷钢(ICD5)或铸钢之刀口制作与损坏堆焊,特别是用于制作汽车钣金模切边、冲孔、翻边部位,轻工钣金冲压模的切角、边。对于剪切工具的生产中,同样可以通过堆焊作为剪切边。也可以应用于耐磨耗机件之硬面制作。
CMC-E47N HRC 44~50 3.2*350mm
可直接在铸铁上施焊之焊条,使用于铸铁模之刀口、延压部位十分方便。
CMC-EH10 HRC 46~52 3.2, 4.0
适用于中大型热锻模的生产、修复与表面再造。由于降低了铬含量,且提高钼、钨、钒的合金成分,形成高温磨耗与韧性的良好平衡,大幅提高截面积较大的热作模具使用寿命。广泛使用于中大型热锤锻模、热锻模具、热重力压铸模、耐磨耗机件之硬面制作。
CMC-EH13 HRC 55~58 2.4, 3.2
适合于热加工工具耐损坏焊补,特别是热切工具,热剪工具,热刨工具的切角边。对于在剪切加工工具的生产中,同样可以通过焊补在低合金或一般的钢上作为剪切边。
CMC镭射(激光)焊丝系列
CMC-W Magic2 0.4, 0.5 适用各种锻造用模具钢之镭射(激光)焊丝,硬度稳定性高、耐高温与冲击。
CMC-W 718N 0.2, 0.3, 0.4, 0.5, 0.6
在原有CMC-W718的优点上,加强抛光性能,焊后机加工容易,咬花蚀纹性能良好。
CMC-W 718H 0.2, 0.3, 0.4, 0.5, 0.6
适用于塑料射出模之激光焊丝。焊丝机械加工性良好,材质均匀纯度高、抛光性良好,光蚀刻花性良好。
CMC-W 2738 0.2, 0.3, 0.4, 0.5, 0.6
焊补塑料射出模、耐热模,具备优良加工性能,易切削、抛光、电蚀、刻花性良好之镭射激光焊丝。焊补塑料射出模、耐热模,具备优良加工性能,易切削、抛光、电蚀,刻花性良好之镭射激光焊丝。
CMC-W P20 0.2, 0.3, 0.4, 0.5, 0.6
焊补塑料射出模、耐热模(铸铜模)。
CMC-W P20H 0.2, 0.3, 0.4, 0.5, 0.6
在原有产品CMC-WP20的优点上加强耐磨耗性能,适用于修补塑料射出模、蚀花抛光性能良好。
CMC-W PX5 0.2, 0.3, 0.4
焊补塑料射出模、耐热模、抗腐蚀模、蚀花性良好,具备优良加工性能,易切削抛光和电蚀。
CMC-W NAK80 0.2, 0.3, 0.4, 0.5, 0.6
焊补塑料射出模、镜面钢。
CMC-W NAK100 0.3, 0.4
在原有产品CMC-WNAK80的优点上加强抛光性能,具有极优良抛光性要求之镭射激光焊丝。
CMC-W S136N 0.2, 0.3, 0.4, 0.5
在原有产品CMC-WS136的优点上加强抛光性能,同时避免了焊接后镕金上的水波纹路,大大减轻焊后的抛光加工时间。
CMC-W S136H 0.2, 0.3, 0.4, 0.5
焊补塑料射出模,抗腐蚀、渗透性良好。
CMC-W 2316 0.2 0.3, 0.4
焊补塑料射出模,抗腐蚀、渗透性良好。
CMC-W 2083 0.2, 0.3, 0.4, 0.5
焊补塑料射出模,抗腐蚀、渗透性良好。
CMC-W 618HH 0.2, 0.3, 0.4
焊补塑料射出模、耐热模。
CMC-W 60N 0.3, 0.4
用于耐高温钢之打底与接合,铸钢焊补沙孔缺陷。
适用玻璃模具之镭射(激光)焊丝,焊后表面光亮。
CMC-W 60 0.2, 0.3, 0.4
适用于鞋模焊补,易雕刻加工。
CMC-W 75 0.2, 0.3, 0.4
焊补塑料射出模、蚀花性良好。适用于鞋模焊补,易雕刻加工
CMC-W SKD61H 0.2, 0.3, 0.4, 0.6
焊补铝铜压铸模、具良好耐热、耐磨、耐龟裂性良好、塑料模具之堆焊(EPN)焊补之激光焊丝
CMC-W SKS3 0.2, 0.3, 0.4, 0.5
焊补刀具、冲模、切模高耐磨性之镭射激光焊丝。
CMC-W Nitride 1 0.3, 0.4
用于氮化后模具,要求气孔最少,硬度不高之情况
CMC-W Nitride2 0.2, 0.3, 0.4, 0.5
用于氮化后模具,要求硬度高,气孔少之情况
CMC-W 8407H 0.2, 0.3, 0.4, 0.6
适用各种压铸模具之镭射(激光)焊丝,硬度稳定性高、耐高温与挤压,不易磨损。
CMC-W 8407 0.2, 0.3, 0.4, 0.5, 0.6
焊补锌、铝、锡等有色合金及铜合金之压铸模。
CMC-W QRO90 0.2, 0.3, 0.4, 0.6
焊补热锻模、热切模、热冲模、热加工成型模、热作工具、压铸模钢。
CMC-W SKD61 0.2, 0.3, 0.4, 0.5, 0.6
焊补铝铜压铸模、具良好耐热、耐磨、耐龟裂性。
CMC-W SKD11-3 0.2, 0.3, 0.4
焊补冷作钢、冲模、切模、刀具、成型模、工件硬面制作。
CMC-W 30N 0.2, 0.3, 0.4
高硬度钢之接合,硬面制作之打底,龟裂之焊合。

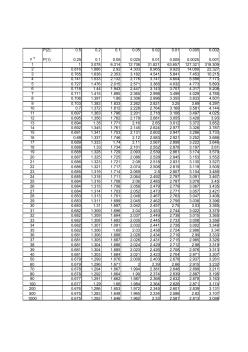 t检验(t-test)临界值表(临界置信水平)
t检验(t-test)临界值表(临界置信水平)
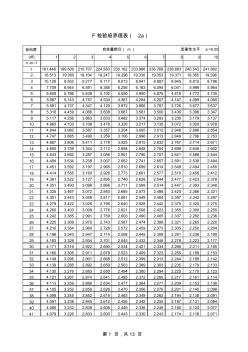 F检验临界表
F检验临界表


