CO2电弧焊文献

 手工电弧焊 (2)
手工电弧焊 (2)
手工电弧焊 (2)
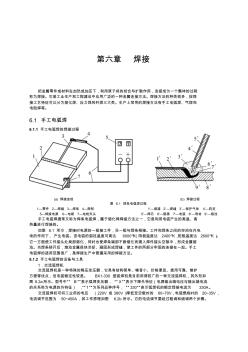
第六章 焊接 把金属零件或材料在加热或加压下,利用原子间的结合与扩散作用,连接成为一个整体的过程 称为焊接。它是工业生产和工程建设中应用广泛的一种金属连接方法。焊接方法的种类很多,按焊 接工艺特征可以分为熔化焊、压力焊和钎焊三大类。生产上常用的焊接方法有手工电弧焊、气焊和 电阻焊等。 6.1 手工电弧焊 6.1.1 手工电弧焊的焊接过程 (a) 焊接连线 (b) 焊接过程 图 6.1 焊条电弧焊过程 1—零件 2—焊缝 3—焊条 4—焊钳 1'—熔渣 2'—焊缝 3'—保护气体 4'—药皮 5—焊接电源 6—电缆 7—地线夹头 5'—焊芯 6'—熔滴 7'—电弧 8'—母材 9'—熔池 手工电弧焊通常又称为焊条电弧焊,属于熔化焊焊接方法之一,它是利用电弧产生的高温、高 热量进行焊接的。 如图 6.1 所示,焊接时电源的一极接工件,另一极与焊条相接。工件和焊条之间的空间在外电 场的作用下,产