超声波焊接机模具
- 工作原理:对不同的焊接对象需要有不同工具头,不管是近场焊接还是传输焊接,只有半波长的工具头才能使焊接端面达到最大的振幅。工具头,有带振幅放大的和不带振幅放大的两种,塑料焊接机用声学系统工具头,所用材料通常为铝合金,其端面镀硬质合金,功率较大时也有用钛合金材料制成的,该材料疲劳强度比铝合金高一倍多。
-

选择特殊符号
选择搜索类型
请输入搜索
1、模具的振幅参数
振幅对于需要焊接的材料来说是一个关键参数,相当于铬铁的温度,温度达不到就会熔接不上,温度过高就会使原材料烧焦或导致结构破坏而强度变差。因为每一间公司选择的换能器不同,换能器输出的振幅都有所不同,经过适配不同变比的变幅杆及焊头,能够校正焊头的工作振幅以符合要求,通常换能器的输出振幅为10-20μm,而工作振幅一般为30μm左右,变幅杆及焊头的变比同变幅杆及焊头的形状,前后面积比等因素有关,形状来说如指数型变幅、函数型变幅、阶梯型变幅等,对变比影响很大,前后面积比与总变比成正比。贵公司选用的是不同公司品牌的焊接机,最简单的方法是按已工作的焊头的比例尺寸制作,能保证振幅参数的稳定</a>
2、 模具频率参数
任何公司的超声波焊接机都有一个中心频率,例如20KHz、40 KHz等,焊接机的工作频率主要由换能器(Transducer)、变幅杆(Booster)、和焊头(Horn)的机械共振频率所决定,发生器的频率根据机械共振频率调整,以达到一致,使焊头工作在谐振状态,每一个部份都设计成一个半波长的谐振体。发生器及机械共振频率都有一个谐振工作范围,如一般设定为±0.5 KHz,在此范围内焊接机基本都能正常工作.我们制作每一个焊头时,都会对谐振频率作调整,要求做到谐振频率与设计频率误差小于0.1 KHZ,如 20KHz 焊头,我们焊头的频率会控制在19.90-20.10 KHz,误差为5‰</a>
生产一套超声波模具,要考虑以下各项因素:
1、 产品的要求: 决定模具的使用寿命,磨损率,因而决定采用何种金属。
2、 产品的形状: 采用何种熔接工艺,设定模具的大小,压力传达区,产品在熔合时可能产生的变形,需要多大功率和何种功能。是否可以一次熔接 完成工作。
3、 产品的塑料性质:决定模具的工作震幅,那一件工作应接受超声能量,导能线的形式,位置,大小。在不同的塑料组合时,应怎样设计接触位?
1、模具的振幅参数
振幅对于需要焊接的材料来说是一个关键参数,相当于铬铁的温度,温度达不到就会熔接不上,温度过高就会使原材料烧焦或导致结构破坏而强度变差。因为每一间公司选择的换能器不同,换能器输出的振幅都有所不同,经过适配不同变比的变幅杆及焊头,能够校正焊头的工作振幅以符合要求,通常换能器的输出振幅为10—20μm,而工作振幅一般为30μm左右,变幅杆及焊头的变比同变幅杆及焊头的形状,前后面积比等因素有关,形状来说如指数型变幅、函数型变幅、阶梯型变幅等,对变比影响很大,前后面积比与总变比成正比。贵公司选用的是不同公司品牌的焊接机,最简单的方法是按已工作的焊头的比例尺寸制作,能保证振幅参数的稳定
2、 模具频率参数
任何公司的超声波焊接机都有一个中心频率,例如20KHz、40 KHz等,焊接机的工作频率主要由换能器(Transducer)、变幅杆(Booster)、和焊头(Horn)的机械共振频率所决定,发生器的频率根据机械共振频率调整,以达到一致,使焊头工作在谐振状态,每一个部份都设计成一个半波长的谐振体。发生器及机械共振频率都有一个谐振工作范围,如一般设定为±0.5 KHz,在此范围内焊接机基本都能正常工作.我们制作每一个焊头时,都会对谐振频率作调整,要求做到谐振频率与设计频率误差小于0.1 KHZ,如 20KHz 焊头,我们焊头的频率会控制在19.90—20.10 KHz,误差为5‰
生产一套超声波模具,要考虑以下各项因素:
1、 产品的要求: 决定模具的使用寿命,磨损率,因而决定采用何种金属。
2、 产品的形状: 采用何种熔接工艺,设定模具的大小,压力传达区,产品在熔合时可能产生的变形,需要多大功率和何种功能。是否可以一次熔接 完成工作。
3、 产品的塑料性质:决定模具的工作震幅,那一件工作应接受超声能量,导能线的形式,位置,大小。在不同的塑料组合时,应怎样设计接触位?
超声波模具材质:
一、铝合金(7075、2024、6061-T651):
7075:一般使用于振动系统及HORN制造,硬度高、热传导性强、韧性佳。
2024:一般使用于HORN制造,韧性佳、热传导性强、硬度适中,用于一般熔接塑胶制品。
6061:一般使用于底模制造或较低出力之HORN,韧性佳、硬度比2024次之。
二、SCM8:一般用于埋植螺丝、金属镶入,韧性极佳、硬度高、热传导较2024次之。
三、钛合金:一般用于连续发振时机,韧性极高,热传导佳,硬度高,而成本昂贵。
底模治具材质:
一、铝合金、铝钛合金:通用于金属或塑胶制品。
二、45C中碳钢:适用于PVC盒、泡壳等齿形成形治具及其他较硬之金属或非金属,如塑钢、PBT等。
三、SS41铁材:适用一般性金属制品或较硬之非金属。
四、环氧树脂:适用不规则形状之塑胶制品。
五、PUT树脂:适用著重外观,出力小,熔接时间短之塑胶制品。
六、电 木:适用于一般平面熔接之塑胶制品,或超音波振盘之治具。
模具是根据超声波发生器的频率和换能器相匹配的,要问发生器(机箱)厂家询问他们的输出频率,然后换上匹配的,你那个可能是塑料焊接一般情况下是15000HZ,,,如果机械设备是好的可以通过万用表上的频率测量...
这个有点难度,首先要看看你的电源的功率是否足够。
超声波焊接机型号可分为A型、B型、M型及D型四大类。 A型:是以波形来显示组织特征的方法,主要用于测量器官的径线,以判定其大小。可用来鉴别病变组织的一些物理特性,如实质性、液体或是气体是否存在等...

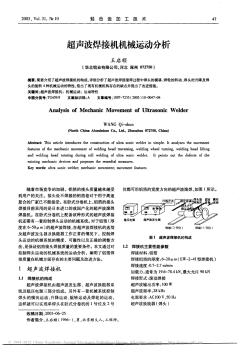 超声波焊接机机械运动分析
超声波焊接机机械运动分析
超声波焊接机机械运动分析
超声波焊接机机械运动分析
 超声波焊接机操作指导书
超声波焊接机操作指导书
超声波焊接机操作指导书
版本号 页 码 执行日期 批准 日期 (受控文件专用章) 修改人 批准人版本号 修改号 修改内容概要 (或原因) 生效日期 A-0 0 首次发行 超声波焊接机操作指引 编写 审核 修 改 记 录 珠海市鹏辉电池有限公司 A-0 共1页第0页 文件编号 QS-W7-0 超声波焊接机操作指引 版本号 页 码 执行日期 7.4本机焊头网纹面使用寿命(在保持不退火状态下)一般为 10万次,当达到使用寿命或网纹磨 损时,可由机修进行修复后再使用; 8.0相关文件:《超声波点焊机使用说明书》。 7.0日常维护及注意事项: 7.1保持点焊机及其工作台清洁卫生; 7.2保持点焊头干净清洁,作业时网纹中不可夹杂其它硬物,尤其铁钉类,以免损伤机器或影响 焊接效果; 7.3长期焊接铝材会带来上下焊头的吸附,清定期视焊面情况用铜丝刷按焊头面网纹方向轻
本设备有总控制柜和主机和超声波焊接机模具三部分组成。
1、 总控制柜:整机的电气控制、设备的总开关、超声波工作时间和人机界面以及报警装置都安装在总控制柜上。设备工作速度,及工作程序的改变都要在控制柜的人机界面上操作。
2、 主机:主工作台(自动加紧装置)和超声波焊接机两部分组成。
3、 焊接模具:贯流风叶装用模具。