超声波熔接机器
超声波熔接机是将超声波通过焊头传导至塑料加工零件上,使两塑料接合面因受超声波作用而产生剧烈磨擦,磨擦热使塑料接合面熔化而完成胶合。
-

选择特殊符号
选择搜索类型
请输入搜索
超声波熔接机是将超声波通过焊头传导至塑料加工零件上,使两塑料接合面因受超声波作用而产生剧烈磨擦,磨擦热使塑料接合面熔化而完成胶合。
本超声波塑料焊接机由超声波发振系统,保护电路,超声波换能系统,气动系统,机架,工作台等部份构成。
1、本焊机应安置在坚固,水平的工作台上。机器后面应留有大于150mm的空间,以利通风散热。
2、为确保安全操作,本机必须可靠接地,对地电阻必须小于4欧姆。
3、将三苡控制电线两头分别插入焊机后方三脚插座,并旋紧螺母。
4、将选择开关置于手动位置。
5、锁紧升降的四只螺钉,以固定超声振头,但切勿用力过度,以免滑牙。
6、将上焊模与超声振头之接触面擦干净,用螺丝接合,使用随机专用扳手锁紧,锁紧力距为25牛顿/米。
7、把外气源的气管接入焊接机的空气滤净器。 8、音波检验程序:
为发挥焊机的最佳使用效果,维护焊机的性能及安全生产,每次使用机器或更换焊模,必须调整焊机发振系统与振动系统的发振程度,因此该项音波检测程序非常重要。
A、检测前,上焊模与超声振头两者必须密合锁紧,检验时上焊模切勿接触工件。
B、合上电源开关,此时电源指示灯亮.
C、打开侧盖板之门页。
D、将选择开关按至音波检测档位置,观测振幅表之指示值,每次音波检测开关不 能连续按下超过3秒。
E、顺逆旋转音波检测螺丝使振幅表指针在最低刻度值位置。注意:振幅表指针能调到1.2(或100)刻度值以下,且确保为最低刻度位置,焊机的发振系统与振动系统谱振最好。
[注意]:
1.调节音波选择螺丝,振幅表之指针会左右摆动,但并非表示功率输出之大小,而仅表示发振系统与振动系统之谐振程度,指示刻度值越小,则表示谐振程度越佳。
2.振幅表在空载发振时,表示谐振程度,负载发振时表示输出能量。
3.焊接前务必做音波检测,以确保发振系统与振动系统之谐振。
4.更换焊模后,切记一定要做音波检测程式。
5.调整时,如果过载指示灯发亮,则立即放开音波检验钮,约过1秒钟后,再转动音波调整螺丝作音波选择调整.
6.正确的调谐非常重要,如果无法调较到正常状态,不能达到音波检测程式第5项 的要求时,请即送修,不可勉强使用,以免扩大故障。
7.工作气压不能超过5kg/cm.
8.校模程序:
为达到机器最大能量,上焊模与工件间的距离应尽量缩短,但仍应留有必要的距离,以便工件的放置和取出。升降台的最大行程为75mm,因此在校模前,在确定上焊模在最大行程时,不会接触工件。
a)将选择开关置于手动位置,调较压力调整旋钮,使压力表指示在0.2Mpa左右,(大约能使焊头上升之最小压力)
b)置下焊模于工作台面,再放工件于下焊模内。
c)放松机体的锁紧摇手,转动升降手轮,使上焊模与工件之距离大于75mm,扳紧锁紧摇手。
d)双手按下两个下降按钮,使上焊模下降。
e)放松四支振头固定螺丝,旋转上焊模以配合工件,然后再锁紧四支振头固定螺丝。
f)松开止赴螺丝,旋转止赴螺丝(M12x1),使之与升降台接触。按紧急上升按钮,使上焊模上升,再旋转止赴螺丝约7mm。
g)双手按下两个下降按钮,使上焊模下降。放松机体锁紧摇手,转动升降手轮,慢慢将上焊模下降,同时移动下焊模,使工作面与上焊模接触吻合均匀,锁紧机体锁紧摇手。
h)按紧急上升按钮,使焊头上升,旋转止赴螺丝,大约下降2mm,具体尺寸视工件而定,使操作时止赴螺丝与升降脱离接触。但当下焊模没有工件时,止赴螺丝能够阻止上焊模与下焊模触碰,保护机件不致损坏.
i)用螺丝压板固定好下焊模于工作台上.
j)以上操作是校模步骤.更精确之校模,须在试焊时,一面观察,一面调整,可用复写纸在工件与上焊之间,观察上焊模下压后,白纸上显示的压痕,根据压痕的深浅,用薄垫片垫调下焊模底部,使工件的焊接面受压均匀.
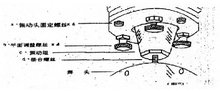
k)带平面调整调整螺丝机型焊头方向和水平调整方法:(外形如图)
焊头方向未能与底座方向一致时,则无法焊接加工物,此时应先调整焊头方向使与底座方向完全一致。
1、把加工物置于底座上,使与底座吻和,并松弛四个平面调整螺丝。
2、调整中体座位置,使焊头下降时与加工物保持稍许距离。
3、转动焊头与底座方向一致(转动焊头方向时不可使焊头之结合螺丝松弛),完成方向调整后,焊头还保持下降状态,再调整焊头水平。
1、转动中体座把手,使焊头加压于工物上,轻拍焊头四周与加工物更密合。
2、焊头与工物完全密合后,均匀的旋上个平面调整螺丝,并锁紧底座。

超声波熔接机,,超声波塑胶熔接机,力劲超声波塑料熔接机,主用是。超声波熔接机是将超声波通过焊头传导至塑料加工零件上,使两塑料接合面因受超声波作用而产生剧烈磨擦,磨擦热使塑料接合面熔化而完成胶合。该技术具有速度快,焊缝牢固等优点,更重要的是可使塑料产品生产加工自动化。超声波塑料焊接机可进得塑料熔接,埋植,成形,铆接,点焊,切除,缝合等操作。只要焊头加以改变即可一机做多种应用。
于塑料工业上在现今世界已日趋普遍,由于应用此技术可取代旧日生产上需要之熔剂,粘合剂及其它机械固定法,从而提高生产效率及质量,降低成本,减少对环境造成的污染。
超声波是指高于人类听觉所能接受声波的频率范围的声波,人类听觉通常在于20赫至20千赫之间。因此一般来说,凡是频率高于20千赫以上的声波我们称为超声波,而在工业上为了适应特殊的需要,频率也有低于10千赫(如超声波烘干机)或15千赫的(如超声波塑料焊接机),习惯上也称为超音波。 超声波熔接机按功率分为900W,2600W,4200W,5600W等,按频率分为15K,20K,35K,40K等,功率越大,频率越低;频率越大,熔接精度越高。按用途分为单头熔接机,双头熔接机,四头熔接机,六头熔接机,中空板熔接机,力劲护栏管熔接机,转盘式熔接机等各种超声波熔接设备。
主要是噪声。如是选择焊接操作的话一定要现场感受下,能否承受,当然,操作时应佩戴耳塞。其次是安全性。焊接机标准操作是两手同时按钮使之焊接,焊后一手移去已焊产品一手取放产品,再次两手开机,按此往复……但往...
机器功率不够模具有损坏档位不够大不知道你们是什么功率的设备呢,方便说一下?我们可以分析出。
你是要维修还是维修?请说明什么情况,我们可以帮你分析一下。
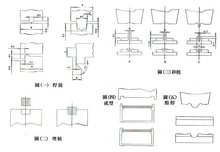
超声波焊接的工作原理要求两个进行结合的零件,在上面的一个振动,在下面的一个静止,接触面上的摩擦热使表面之塑料熔化从而结合。因此减少初始的磨擦接触面,使超声波能量集中对提高焊接效率及质量十分重要,故要求焊接的其中一零件(通常是上面的零件)在焊合的接口上须做一条凸出的棱线,称为"导能棱". 如果两个焊接件相对而言位置要求较严格时,还需要考虑增加设计定位装置. 导能棱及定位装置应在设计注塑模具时同时考虑. 图一表示几各常用的塑料焊接面设计形式。
超声波金属埋植,是利用音波震动及气动压力,将外表纹花之金属物埋植在预铸好的塑料孔内.(如图二)其原理是超声波经由特殊硬化之振头将振动能传至金属物,金属物又将振动能传到塑料,两者生急剧磨擦而将接触面塑料熔化,是时加上适度压力,将金属植入因定深度,形式如图二所示.
要将一个金属或附件固定在塑零件上,或者要接合两种互相不相熔的塑料,可取用铆接方式(如图三)当铆芯直径大于4mm时建议采用C形式.
超音波成形原理与超音波铆接大致相同,形式如图四所示。
热溶性塑料需熔接时,因种种情况,未能增设导熔点,亦不能铆接时,可用点焊来形成熔接,点焊的原理是将焊模尖端穿越上面板而达到下面板内,距接面为上面板厚度一半的地方。上面板熔化塑被焊模小端的凹穴所指定型,点焊的材料厚度以0.8-5.5mm为宜,形式如图五所示。
1、焊机直接使用220v市电,故通电前应将本机体妥善接地,接地电阻应小于4欧姆。
2、市电电压变化大于10%时,应给本机装设交流稳压器,确保焊机高效,安全运作。
3、通电后,切勿将手置于上焊模下方,避免高频振动与高压损伤。
4、超声波发声时,不得使上焊模接触到下焊模、夹具及工作台,以避免机件损坏。
5、焊接前切记必须先做音波检测,尢其更换焊模,此操作更不可疏忽.
6、焊模应专业厂家设计、加工、调校、否则会损坏焊机的超声换能系统。
7、本机的气动系统为塑料制品,所施加的的外气源压力要求不应大于0.5Mpa,否则会引起爆破或引致烧机。
焊机焊接时频率下降会产生可闻噪声,建议长期操作者应配戴护耳器。
1、空气滤净器中的积水,应在满溢前及时排放。
2、焊机每使用满一月,滑动部位应揩试干净,重新涂上优质润滑油脂。
3、清洁焊机侧板、表面时严禁使用各种熔剂,应使用中性洗涤剂,轻轻擦试。
4、每隔半年应以干燥之压缩空气吹净机内尘埃。

 超声波熔接机在摩托车灯具塑料件粘接中的应用
超声波熔接机在摩托车灯具塑料件粘接中的应用
超声波熔接机在摩托车灯具塑料件粘接中的应用
以前,灯具塑料件的粘接是利用热熔枪,将胶放入枪体中加热熔融,然后从枪头挤出到粘接表面上。因为熔胶从枪头挤出的量不好控制,有的熔胶冷凝时间长,导致粘接不牢,经常有开胶现象。后来改用了台湾生
 光纤熔接机
光纤熔接机
光纤熔接机
光纤熔接机, 现在卖的很火, 许多对这个行业一窍不通的新手, 最近两年也纷纷进入。 但是, 他们对于光纤熔接机的基础知识最多只是一知半解。 威海光部落尽力争取用一篇短短的文章 来为您介绍光纤熔接机品牌、光纤熔接机性能、光纤熔接机价格、 光纤熔接机用途、光纤熔 接机分类、光纤熔接机型号、 光纤熔接机原理、 光纤熔接机使用方法、 光纤熔接机详细参数、 光纤熔接机配置附件等等所有情况, 确实有些勉为其难。 我们只能简而言之, 仅供大家参考。 光纤熔接机品牌: 1、易诺、 2、41 所、;3、古河、 4、住友、 5、藤仓; 6、吉隆; 7、瑞研; 8、天兴通; 9、黑马; 10、日新; 11、白鹭; 12、灼识; 13、相和; 14、光谷; 15、艾瑞克 等等。 光纤熔接机性能: 日本光纤熔接机性能最佳;韩国次之;国产最好 41所光纤熔接机与韩国 光纤熔接机基本处于同一水平线上; 其它国产品牌的光