常用金属材料焊接技术手册文献

 金属熔化焊基础及常用金属材料焊接
金属熔化焊基础及常用金属材料焊接
金属熔化焊基础及常用金属材料焊接
1 《金属熔化焊基础及常用金属材料焊接》 课程试点实施计划 《金属熔化焊基础及金属材料焊接》是焊接专业必修课、核心课之一,是培 养焊接高技能人才所必备的岗位能力的关键课程, 是培养学生熟练的操作能力的 重要平台。内容包括焊接材料的组成及作用、 焊接冶金基础、 焊接缺陷的产生与 防止、焊接材料及材料的焊接性五大部分(实际是三大块焊接冶金基础、焊材、 母材),对其基本知识、性能特点和基本工艺做了较全面介绍,为焊接专业提供 了必要的专业基础知识。采用教、学、做一体化教学模式,使学生应达到以下基 本要求: 1、掌握焊接材料的组成及作用。 2、掌握焊接冶金基础。 3、了解焊接缺陷的产生与防止。 4、了解焊接材料的种类。 5、了解焊接性及试验方法。 6、掌握常用材料的焊接性。 7、培养学生热爱劳动、 遵守纪律、团结协作的职业素质及严肃认真的学习态 度和一丝不苟的工作作风。 一、试点课程 《金属熔化焊
 熔焊原理及金属材料焊接
熔焊原理及金属材料焊接
熔焊原理及金属材料焊接
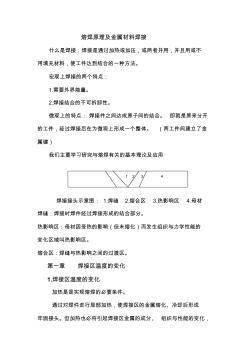
熔焊原理及金属材料焊接 什么是焊接:焊接是通过加热或加压,或两者并用,并且用或不 用填充材料,使工件达到结合的一种方法。 宏观上焊接的两个特点: 1.需要外界能量。 2.焊接结合的不可拆卸性。 微观上的特点: 焊接件之间达成原子间的结合。 即就是原来分开 的工件,经过焊接后在为微观上形成一个整体。 (两工件间建立了金 属键) 我们主要学习研究与熔焊有关的基本理论及应用 焊接接头示意图: 1.焊缝 2.熔合区 3.热影响区 4.母材 焊缝:焊接时焊件经过焊接形成的结合部分。 热影响区:母材因受热的影响(但未熔化)而发生组织与力学性能的 变化区域叫热影响区。 熔合区:焊缝与热影响之间的过渡区。 第一章 焊接区温度的变化 1.焊接区温度的变化 加热是是实现熔焊的必要条件。 通过对焊件进行局部加热,使焊接区的金属熔化、冷却后形成 牢固接头。但加热也必将引起焊接区金属的成分、 组织与性能的变化, 1