常用塑料的注塑工艺参数文献

 常用塑料的注塑工艺参数(精)
常用塑料的注塑工艺参数(精)
常用塑料的注塑工艺参数(精)
第 1页,共 23 页 常用塑料的注塑工艺参数 一、高密度聚乙烯( HDPE) 料筒温度 喂料区 30~50℃( 50℃) 区 1 160~250℃( 200℃) 区 2 200~300℃( 210℃) 区 3 220~300℃( 230℃) 区 4 220~300℃( 240℃) 区 5 220~300℃( 240℃) 喷嘴 220~300℃( 240℃) 括号内的温度建议作为基本设定值,行程利用率为 35%和 65%,模件流长与壁厚之比 为 50:1 到 100:1 熔料温度 220~280℃ 料筒恒温 220℃ 模具温度 20~60℃ 注射压力 具有很好的流动性能,避免采用过高的注射压力 80~140MPa(800~ 1400bar);一些薄壁包装容器除外可达到 180MPa(1800bar) 保压压力 收缩程度较高, 需要长时间对制品进行保压, 尺寸精度是关键因素,
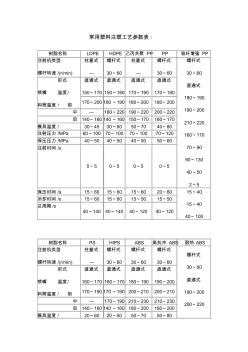 常用塑料注塑工艺参数表:
常用塑料注塑工艺参数表:
常用塑料注塑工艺参数表:
常用塑料注塑工艺参数表: 树脂名称 LDPE HDPE 乙丙共聚 PP PP 玻纤增强 PP 注射机类型 螺杆转速 /(r/min) 柱塞式 — 螺杆式 30~60 柱塞式 — 螺杆式 30~60 螺杆式 30~60 直通式 180~190 190~200 210~220 160~170 70~90 90~130 40~50 2~5 形式 喷嘴 温度 / 料筒温度 / 前 直通式 150~170 直通式 150~180 直通式 170~190 直通式 170~190 170~200 180~190 180~200 180~200 中 — 180~220 190~220 200~220 后 140~160 140~160 150~170 160~170 模具温度 / 30~45 30~60 50~70 40~80 注射压力 /MPa 60~10



