大功率电子管
(high-frequency electron tube )即第一代电力电子器件。用于高频电能变换电路,一般为真空三极管。器件符号如图1 大功率电子管符所示。三极管的3个电极中,栅极靠近阴极且处于阴极阳极之间。工作时,阳极加正向电压。当阴极被加热(热式,预热时间约1分钟),产生的热电子可被阳极收集, 形成阳极电流,改变栅极电位可以控制阳极电流的大小。
-

选择特殊符号
选择搜索类型
请输入搜索
(high-frequency electron tube )即第一代电力电子器件。用于高频电能变换电路,一般为真空三极管。器件符号如图1 大功率电子管符所示。三极管的3个电极中,栅极靠近阴极且处于阴极阳极之间。工作时,阳极加正向电压。当阴极被加热(热式,预热时间约1分钟),产生的热电子可被阳极收集, 形成阳极电流,改变栅极电位可以控制阳极电流的大小。
在高频加热设备中,振荡电子管是一个贵重器件,在使用和维护方面必须加以注意。下面将有关问题作一介绍。
①灯丝电压要保持在十2~-3%的范围内:对纯钨阴极的电子管来说,灯丝电压过高会严重缩短电子管的寿命;过低则会影响输出功率。对钍钨阴极的电子管来说,灯丝电压过高或过低都会影响电子管的寿命。
②对阳极为水冷的电子管,必须经常注意冷却水的流量,但不能光凭水管上压力表的指示为准,有时冷却管路因沉积水垢变细:,压力表的指示虽未变,但流量己大为减少,会使电子管由于冷却不足而损坏。
③要掌握冷却水的纯度。水中杂质多,水垢沉积快。 水管中有 水垢会使水流不畅。阳极上长水垢会影响散热,必须定期作清除水垢的工作。清除的方法是:用90%的水加10%的盐酸配成稀盐酸溶液。用它来清洗
阳极即可除去水垢,再用温水把阳极上的残酸冲洗干净。'
④电子管在工作时,玻壳上的温度较高。 灯丝和栅极采用水冷的电子管要防止水滴喷射到玻壳上引起炸裂。因此要定期检查橡胶水管有无老化,管接头处是否拧紧。并可在水管和玻壳之间加装挡水板,以防意外。
⑤ 电子管水套内壁的圆度,要求公差不超过± o.25。水套与阳极的间隙一般在3± 0.5mm范围内,水套内壁上、下各有四个凸出的定位钉,用来保持电子管阳极处于水套中心。如定位钉凸起的高度不够,或四面不 匀(旧水套的凸出部分会磨损),都会发生阳极在水套内放偏的情况。会造成阳极局部过热而使电子管损坏。
⑥当电子管灯丝电源关断后,作为冷却电子管的水和风仍需继续冷却十分钟,以驱散余热。
⑦ 电子管工作时,其阳、栅流不得超过额定值。阳、栅流的比例也要按说明书规定的范围调节,过大或过小的阳、栅流比例会使阳、栅极损耗功率超过规定而损坏管子。
⑧备用电子管要和设备上使用的电子管交替使用,防止在长期库存中使电子管内的真空度降低。
硬化处理的目的是使一些真空度降低的电子管提高真空度。恢复正常的性能。对于因制造工艺不良而产生的漏气(即外界空气渗入管内)的电子管是无法修复的。硬化处理的对象是指因库存时间较长而管内真空度降低的电子管。一般在金属中都含有微量的气体,电子管制造厂在对电子管排气体抽真空时,不可能将电极内的气体排出抽尽,在长期存放中,金属电极内残存的气体会释放出来。可以采用硬化的办法来恢复电子管的真空度在作硬化处理以前,先要弄清电子管的使用条件,以确定管子所能承受的阳极损耗功率。每种电子管都有规定的极限耗散功率Pam,例如FU一433S的Pam=60KW和FU一89F的Pam=5KW。但这些都是在规定的冷却条件下给出的数据,例如对FU一433S要求阳极冷却水的流量不小于90L/min;对FU一89F要求阳极冷却风不小850m3/h。如果阳极的冷却条件达不到规定,则Pam也将减小,目前有不少设备是在冷却不足的条件下工作的,必须引起注意。硬化处理可以在高频设备上进行,有动态和静态两种硬化方法。
①静态硬化 开始加灯丝电源先加半压(额定电压的50-70%),十分钟后再升到额定电压,在加热灯丝的过程中,灯丝附近的吸气剂受热后发挥作用,吸收管内的残余气体。灯丝加热时间按存放时间而定, 存放时间在一年以内的加热0.5h。存放时间超过一年的,加热1-2h。第二步是把电子管接成二极管(按理应该将栅极和灯丝短连起来使成为二极管,但实践证明这样的接法有时可行,有时却行不通,似乎管子产生了超高频寄生振荡,一给上阳压一一即使阳压很低只有2~ 3KV,就会产生很大的阳流,引起过流跳闸,当遇到这种情况时,只有把栅极悬浮起来,什么也不接就行了)。同时把阳极到隔直流电容器的连线断开,接着从o.2-0.3额定阳压开始逐步加阳压。在作硬化处理时不能使阳极损耗功率过大,一般以不超过Pam的70%为好,如FU一433S管子不要超过60KW×0.7=42KW(前面说过如阳极冷却水流量不足时应按比例递减)。按FU-433S的特性,当栅压为零,阳压为10KV时,阳流为4A,此时阳极的损耗功率Pn=En·Ia=40KW,不宜再增加了。如果再要升高阳压就必须在栅极上加一个负电压(接法如图2-1所)来控制阳流,勿使Pa超过42KW。 图2-1阳流的控制对于用作硬化处理的阳极电源,应该是脉动系数小的(如硅堆整流、感应调压器调压)整流电源。
②动态硬化 动态硬化是使电子管在振荡状态中逐步升高阳压,这种方法不用改动设备的电路,只要求阳压能从零调到额定值就行了。同时在淬火(或焊接)变压器的输出端要接上负载。因为硬化处理的时间可能很长,所以都采用通水铁罐做的假负载,参看图2-1。动态硬化不用在栅极上加控制负压,比较方便,它的阳极损耗功率Pa可以用热功当量法测定,也可以粗略地按下式估算:当振荡器在正常工作状态时,Pa=E a×I nc×0.35。
在使用一只新电子管而发觉阳压加不到额定值(设此管为FU一23S,当阳压升到10KV时管子内就闪烁放电,造成过流跳闸),对这样的管子通过硬化处理是有可能恢复正常的。对此管作硬化处理时,阳压可从9KV开始往上加,以500V为一档,每档停留10一15min。如阳压升到某一数值后,电子管玻壳内出现淡蓝色的光辉,稳定一段时间后察觉蓝光已消失或变弱,始可再提升阳压。如阳压升到某一数值后,阳流剧升,过流跳闸, 则要降低一档阳压,稳定20-30min后再升压,直到能加上额定电压为止。
①大型电子管的包装均有防震装置,但也还要轻拿轻放,避免剧烈的震动。在运输前检查包装箱内支持管子的弹簧、布带及螺钉等有无松脱。在搬运时不准横向放倒,必须直立搬运。用汽车运送电子管时,要根据路面情况缓慢行驶。
②严寒地区的冬季,室内外温差很大,管子从室外搬进室内时,由于环境温度的突变容易引起玻璃炸裂,所以要有一个缓冲过程。
③贮存电子管的库房温度应保持在0-40℃的范围内。要求温度不大于70%(在潮湿的环境中电子管易损坏)。库房内不准有酸类和其他带有毒害性和挥发性会引起腐蚀的化学物品。同时要避免库房周围有震动源,防止管子受震损坏。

第一代电力电子器件。用于高频电能变换电路,一般为真空三极管。三极管的3个电极中,栅极靠近阴极且处于阴极与阳极之间。工作时,阳极加正向电压。当阴极被加热(直热式,预热时间约1分钟),产生的热电子可被阳极收集,形成阳极电流,改变栅极电位可以控制阳极电流的大小。与功率场效应晶体管的输出特性对比,它们有相同之处,但三极管的通态阳极电压要高得多。
三极管为电压控制型器件,用以构成放大器或振荡器。应用于高频感应加热电源的大功率电子管其额定阳极电压为5~15千伏, 额定电流为几安至上百安,耗散功率从几千瓦至几百千瓦,工作频率一般为1~5兆赫(上限可达100兆赫),可连续工作约数千小时。 电子管高频电源的频率下限约100千赫。50 千赫以下的电源一般采用电力半导体器件(如晶闸管)。
在电子管高频电源中,电子管处于振荡工作状态,器件上会同时出现很高的阳极电压与电流,所产生的大量热量由水冷装置或风冷装置散逸。电子管高频电源的效率一般不到50%,而晶闸管中频(1千赫)电源的效率则高达92%以上。20世纪80年代,由于能控制几十千瓦以上功率的电力电子器件,其开关频率(约几十千赫)还远未达到同容量的大功率电子管水平,电子管在高频大功率领域仍占据主要地位。
大功率二胡麦克风领夹广舞大功率上海301电子管扩音机报价为:¥198 小蜜蜂耳麦广场舞音箱扩音器车载mp3大功率电子管扩音机报价为:¥179 以...
大功率功放管也有PNP、NPN、场效应、绝缘栅场效应等等,型号很多,不可能一一列举。列举出来又有啥意义。你要是需要,可以提出你的要求,按情况给你具体型号,供你选择。
大功率功放管也有PNP、NPN、场效应、绝缘栅场效应等等,型号很多,不可能一一列举。列举出来又有啥意义。你要是需要,可以提出你的要求,按情况给你具体型号,供你选择。

 大功率电子节能灯的工作原理
大功率电子节能灯的工作原理
大功率电子节能灯的工作原理
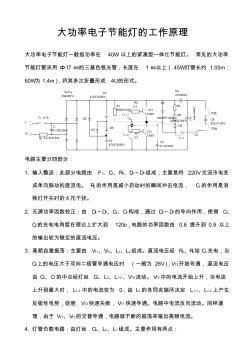
大功率电子节能灯的工作原理 大功率电子节能灯一般指功率在 40W以上的紧凑型一体化节能灯。 常见的大功率 节能灯管采用 Ф17 ㎜的三基色银光管,长度在 1 ㎜以上( 45W灯管长约 1.05m; 60W为 1.4m),将其多次折叠形成 4U的形式。 L C8 822J/1.6KV N F1 0.1A R0 2.2 Ω /0.5W C1 0.1UF/250V D1-D 4 IN4006*4 D5 D6 D7 C3 47UF/2250V C2 47UF/2250V R1 620K/0.5W L1-1 L1-2 L1-3 R2 3.2 R3 3.2 VT1 13007 VT2 13007 C4 1000PF/1000V D8 R4 R5 200K/0.5W*2 C6 474/250V C7 47 4/ 25 0V L2 灯丝 灯丝 C5 0.1UF/63V 电路主要分四
 浅谈大功率电子节能灯的设计与制作
浅谈大功率电子节能灯的设计与制作
浅谈大功率电子节能灯的设计与制作
本文简要介绍大功率电子节能灯设计原理及应注意的几个问题。
20世纪50年代,电力电子器件主要是汞弧闸流管和大功率电子管。60年代发展起来的晶闸管,因其工作可靠、寿命长、体积小、开关速度快,而在电力电子电路中得到广泛应用。70年代初期,已逐步取代了汞弧闸流管。80年代,普通晶闸管的开关电流已达数千安,能承受的正、反向工作电压达数千伏。在此基础上,为适应电力电子技术发展的需要,又开发出门极可关断晶闸管、双向晶闸管、光控晶闸管、逆导晶闸管等一系列派生器件,以及单极型MOS功率场效应晶体管、双极型功率晶体管、静电感应晶闸管、功能组合模块和功率集成电路等新型电力电子器件。
各种电力电子器件均具有导通和阻断两种工作特性。功率二极管是二端(阴极和阳极)器件,其器件电流由伏安特性决定,除了改变加在二端间的电压外,无法控制其阳极电流,故称不可控器件。普通晶闸管是三端器件,其门极信号能控制元件的导通,但不能控制其关断,称半控型器件。可关断晶闸管、功率晶体管等器件,其门极信号既能控制器件的导通,又能控制其关断,称全控型器件。后两类器件控制灵活,电路简单,开关速度快,广泛应用于整流、逆变、斩波电路中,是电动机调速、发电机励磁、感应加热、电镀、电解电源、直接输电等电力电子装置中的核心部件。这些器件构成装置不仅体积小、工作可靠,而且节能效果十分明显(一般可节电10%~40%)。
单个电力电子器件能承受的正、反向电压是一定的,能通过的电流大小也是一定的。因此,由单个电力电子器件组成的电力电子装置容量受到限制。所以,在实用中多用几个电力电子器件串联或并联形成组件,其耐压和通流的能力可以成倍地提高,从而可极大地增加电力电子装置的容量。器件串联时,希望各元件能承受同样的正、反向电压;并联时则希望各元件能分担同样的电流。但由于器件的个异性,串、并联时,各器件并不能完全均匀地分担电压和电流。所以,在电力电子器件串联时,要采取均压措施;在并联时,要采取均流措施。
电力电子器件工作时,会因功率损耗引起器件发热、升温。器件温度过高将缩短寿命,甚至烧毁,这是限制电力电子器件电流、电压容量的主要原因。为此,必须考虑器件的冷却问题。常用冷却方式有自冷式、风冷式、液冷式(包括油冷式、水冷式)和蒸发冷却式等。
苏联学者拉扎连科夫妇研究发明电火花机,之后随着脉冲电源和控制系统的改进,而迅速发展起来。最初使用的脉冲电源是简单的电阻-电容回路。50年代初,改进为电阻-电感-电容等回路。同时,还采用脉冲发电机之类的所谓长脉冲电源,使蚀除效率提高,工具电极相对损耗降低。
随后又出现了大功率电子管、闸流管等高频脉冲电源,使在同样表面粗糙度条件下的生产率得以提高。60年代中期,出现了晶体管和可控硅脉冲电源,提高了能源利用效率和降低了工具电极损耗,并扩大了粗精加工的可调范围。
到70年代,出现了高低压复合脉冲、多回路脉冲、等幅脉冲和可调波形脉冲等电源,在加工表面粗糙度、加工精度和降低工具电极损耗等方面又有了新的进展。在控制系统方面,从最初简单地保持放电间隙,控制工具电极的进退,逐步发展到利用微型计算机,对电参数和非电参数等各种因素进行适时控制。
1943年,苏联学者拉扎连科夫妇研究发明电火花加工,之后随着脉冲电源和控制系统的改进,而迅速发展起来。最初使用的脉冲电源是简单的电阻-电容回路。50年代初,改进为电阻-电感-电容等回路。同时,还采用脉冲发电机之类的所谓长脉冲电源,使蚀除效率提高,工具电极相对损耗降低。
随后又出现了大功率电子管、闸流管等高频脉冲电源,使在同样表面粗糙度条件下的生产率得以提高。60年代中期,出现了晶体管和可控硅脉冲电源,提高了能源利用效率和降低了工具电极损耗,并扩大了粗精加工的可调范围。
到70年代,出现了高低压复合脉冲、多回路脉冲、等幅脉冲和可调波形脉冲等电源,在加工表面粗糙度、加工精度和降低工具电极损耗等方面又有了新的进展。在控制系统方面,从最初简单地保持放电间隙,控制工具电极的进退,逐步发展到利用微型计算机,对电参数和非电参数等各种因素进行适时控制。
