带钢轧制过程中材料性能的优化
《带钢轧制过程中材料性能的优化》是 1996年 冶金工业出版社出版的图书,作者是鲁茨.迈耶(德) 。
-

选择特殊符号
选择搜索类型
请输入搜索
《带钢轧制过程中材料性能的优化》是 1996年 冶金工业出版社出版的图书,作者是鲁茨.迈耶(德) 。
在板材轧制过程中,板材运动方向为RD(rolling direction),与轧具接触的面的法向为ND(normal direction),与剩下两个方向都垂直的方向为TD(transeverse d...
要有现场签证的认价资料才可以调整的,没有人家资料不能调整。
当在工程结算中遇到应该调差的材料而在信息价中没有的,则应有甲方的认价单才行。 本来施工方应在过程中间就办理的,这属于乙方失误。如乙方能补回认价签证单时可调算,否则就不得计算差价。

 轧制过程中H型钢轧制压力的变化情况分析 (2)
轧制过程中H型钢轧制压力的变化情况分析 (2)
轧制过程中H型钢轧制压力的变化情况分析 (2)
轧制过程中H型钢轧制压力的变化情况分析 (2)
 轧制过程中H型钢轧制压力的变化情况分析
轧制过程中H型钢轧制压力的变化情况分析
轧制过程中H型钢轧制压力的变化情况分析
轧制过程中H型钢轧制压力的变化情况分析
内容筒介
本书从工程技术角度介绍了工程中常用的各种优化方法,并
对轧制变形规程的优化设计做了阐述。书中对板带钢轧制规程、型
钢孔型及初轧开坯轧制规程优化设计方法、步骤进行了介绍,同
时还举出了一些算例,以说明优化结果。全书共分五章,第1章绪
论,第2章介绍了优化设计的基本内容,第3章讲述了目标函数和
约束条件的基本性质,第4章是各种优化方法,第5章是板带钢轧
制规程的优化设计,型钢、线材孔型的优化设计及轧制开坯压下
规程的优化设计。
本书较系统地介绍了轧制变形规程的优化设计,可供从事轧
制研究、生产和设计的专业科技人员学习和参考。也可以作为高
等院校压力加工专业或其他有关专业的教师、研究生、本科生的
教学、科研参考书。
摘要:本文主要介绍的应用于热轧带钢的宽度在线测量方法,带钢测宽仪应用于轧制现场,对带钢的宽度监测带来巨大便利的同时,提升了宽度精度。
关键词:热轧带钢;测宽仪;
引言热轧带钢宽度是检验带钢质量的一项重要指标,迄今为止,热轧带钢宽度的检测方法也在不断的演变,从人工抽检到在线检测,现在的测宽仪也更为智能化、自动化,能够在热轧带钢的生产线上进行高精度的尺寸在线检测。
1、测宽方法及选择从方法上说,宽度检测主要有机械接触式测宽法、电视测量法、线阵CCD测宽法、激光测宽法等。机械接触式测宽结构上比较复杂,其以光机扫描式测量为主,精度较低;电视测量法比较稳定,且结构相对简化, 但是精度仍然达不到要求;线阵 CCD测宽使探测系统不需要扫描运动部件,机械结构进一步简化,也增加了可靠性;激光测宽利用对称三角反射法的原理,所用主要器件也是CCD,提高了稳定性和精度。随着CCD技术的发展,目前基于CCD的光电测宽仪已应用于热轧带钢生产线,计算机视觉技术等现代信息理论和光电宽度检测技术的结合,进一步推进了热轧带钢光电测宽技术的发展。本文主要介绍了集光、机、电、计算机技术于一体的高科技带钢测宽仪,可实现对带钢传动的实时测宽。
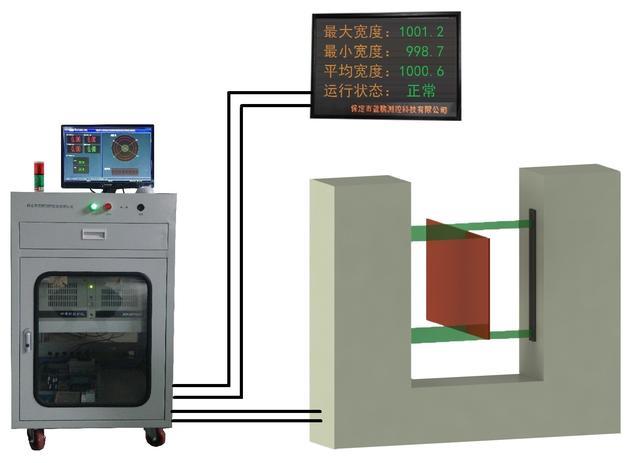
2、带钢测宽仪带钢测宽仪采用双镜筒光电测头测量,双镜筒光电测头是由两组发射镜头和两组接收镜头组成的利用LED洁净光源和CCD成像法进行几何尺寸测量的测头。
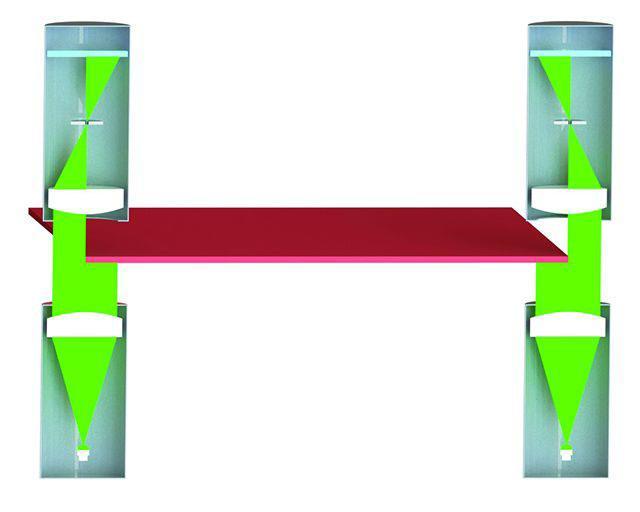
带钢测宽仪采用边缘检测法,实现热轧带钢宽度尺寸的在线检测,光电测宽仪分别对带钢的两个边缘尺寸进行检测,加上中间的固定尺寸,通过测宽仪的计算与处理,即可得到热轧带钢的尺寸值。
带钢测宽仪采用520nm波长的光源加上滤光镜片,能有效的滤除杂光,保证测量的精度,另外,将LED灯发出的光通过调节组的调节,使其变成远心平行光源,光源平行度好,从而精确测量得到带钢的边缘尺寸。另外测宽仪采用正压分流冷却防尘技术,并配合各种保护措施,保证带钢测宽仪在热轧带钢现场完成宽度尺寸的在线检测,并检测高温带钢宽度尺寸。
带钢测宽仪是一种光学传感器,因此,测量质量受环境因素的影响:测量窗口不干净;水蒸汽;带钢表面有水或氧化铁皮;带钢有缺陷;条件改变时相应的仪表参数需改变等;其他非环境因素也有可能影响测量质量:
* 测宽仪参数设定(软件设定)。
* 设备故障(测头坏掉,有污渍等)。
* 标定漂移,经过长时间之后,由于振动元件会改变它们原来的位置以及对准。
除此之外,带钢测宽仪必须对准并正确地放置在棍道上,使得被测带钢垂直于测头安装,且带钢在测头的中间位置附近,并需要恰当有计划的维护。
带钢测宽仪在测量精度不准时,可以通过标准量块校准。
如现场环境恶劣,采用高压鼓风机进行吹扫,保证测头的清洁,避免水蒸气、粉尘、氧化铁皮等的干扰。在可在测头有污渍、水汽等时,及时采用柔软布料擦拭(如测头有划痕,则更换测头)。
为了提高带钢测宽仪的环境适应性和性能稳定性,电路系统直接将采集到的原始数据传送至工控机计算。在带钢测宽仪及其安装现场只有一个信号采集电路和一些简单的通讯设施,避免了高温、粉尘和电磁干扰对计算电路的影响,提高了带钢测宽仪对现场环境的适应性。同时,减少了计算电路也等于减少了一个出故障的环节,使得全套设备的运行稳定性大大提高。
除此之外,带钢测宽仪采用多种技术,能实时高精的在线检测热轧带钢的宽度尺寸,保证测宽仪的稳定运行,保证测量宽度的准确性、实时性。
结语带钢测宽仪通过对热轧带钢宽度的实时测量,使工作人员及时调整带钢的生产状态,以保证生产的带钢能满足实际需要。带钢测宽仪电路经调试符合实际应用的需要,目前已经应用到热轧带钢制造的生产线上。现场使用效果表明,带钢测宽仪实现了非接触测量,检测精度髙,处理速度快,运行稳定,可以实现对钢带的实时测量,操作方便,维护简单,为热轧带钢的生产及质量检测带来巨大的便利。
看完本篇文章对热轧带钢的测量你有什么想法或者建议,尽管在文章下方留言或私信小编,有的留言小编这里不显示,无法做到及时回复。小编定竭尽所能与大家交流共享信息和经验。需要测量宽度、长度、厚度、外径的自动测量设备,均可在下方留言。
本文由保定市蓝鹏测控科技有限公司编写
小编公众号:lanpeng_cekong
轧制压力对异步轧制过程中轧制压力的研究具有十分重要的工程意义。异步轧制是指上下轧辊线速度不等的一种轧制方法。由于其轧制方式的特点,轧制变形区内存在搓轧区,具有轧制压力低,轧薄能力强、细化晶粒等优点,特别适合于极薄带材的轧制,近年来得到了广泛的关注。一些学者对异步轧制过程中的轧制压力进行了深入的研究,通过解析法推导出一些轧制压力计算公式,但这些公式都比较复杂且推导过程假设条件较多,存在一定的适用范围,计算精度也有待进一步提高。同时,大部分的研究工作集中在速比小于1.5的情况,此时轧制压力将随着速比的增加而减小已得到认可,但对高速比条件下轧制压力的变化规律认识还不够深入 。