摘要: 本文主要介绍了应用于钢板的CCD光电在线测宽仪的研发与应用,并从测宽仪的原理、结构组成等多方面进行了介绍。
关键词:钢板;测宽仪;CCD;
引言
测宽仪可以测量钢板的实际宽度,实时监测宽度尺寸,及时超差报警提示,提高宽度控制精度。测宽仪可以测量中间坯宽度,作为同规格板坯生产的参考,在粗轧区域内经过转钢及往返多个道次的轧制,要求控制中间坯宽度,使之尽可能地接近轧制目标宽度和粗轧目标厚度,粗轧后不再对宽度进行调整,因此,粗轧区域的宽度控制就显得尤为重要。根据中厚板生产现场,钢板在精轧阶段的自然宽展非常小,完成粗轧轧制的中间坏宽度十分接近精轧轧完时的钢板宽度。
1、安装位置
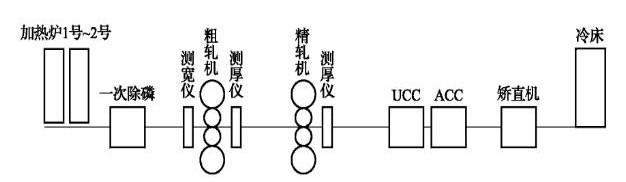
轧机为轧辊水平布置的双机架四辊可逆轧机,分粗轧和精轧,无立辊,其生产线示意图如图所示。正常生产时,粗轧控制钢板的宽度,精轧控制钢板的板型和厚度。板坯PDI( Prime Dala Input)绝大部分以额定尺寸录入,部分录入人工卡量尺寸数值。为获取板坯开轧前的实际宽度和袓轧轧后中间坯的宽度(接近精轧轧完后宽度),将 CCD测宽仪安装在粗轧机前距转钢辊道 2m处。
2、工作原理
测宽仪采用双镜筒光电测头测量,双镜筒光电测头是由两组发射镜头和两组接收镜头组成的利用LED洁净光源和CCD成像法进行几何尺寸测量的测头。其基本测量原理如下图所示:
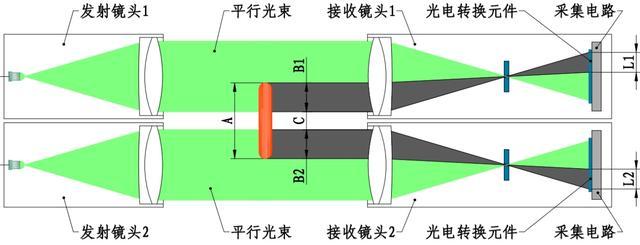
图中2个发射镜头内设置有LED点光源,点光源发出的光通过透镜变成平行光束分别射向2个接收镜头。通过接收镜头内的透镜使平行光束在光电转换元件CCD芯片上成像(注:一个发射镜头和一个接收镜头组成一组光电测头)。当被测物通过2束平行光构成的视场时,在光电转换元件的像上就会出现虚拟的阴影,设其宽度分别为L1、L2。经过对光电转换元件发出的电信号处理和计算可以得出L1、L2所对应的尺寸B1、B2,B1加B2再加上两个镜头之间的净间距C即可得出被测物的宽度尺寸A。
3、设备结构
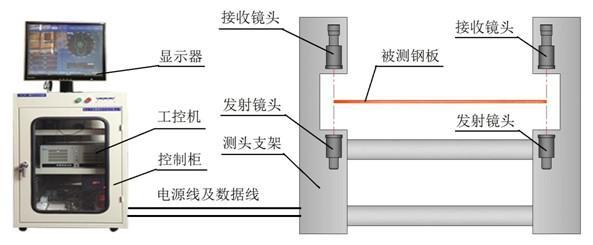
宽度测量设备主要由以下几部分组成:2组光电测头、测头安装架、控制柜、工控机、显示器、声光报警器等。
3.1、光电测头
每组光电测头均由发射镜头、接收镜头、CCD、信号采集计算系统组成。每组发射镜头和接收镜头都是一套完整的物方远心光路系统。所谓物方远心光路系统是指将被测物放置在远心光路(即平行光视场)中进行成像并进行尺寸测量的光学系统。物方远心光路系统用于测量的优点主要有两个:一是成像边界清晰,便于信号的捕捉和处理;二是被测物在沿平行光视场的轴向或径向移动时,成像的大小都没有变化,有利于提高测量精度。
CCD成像技术,CCD是电荷耦合器件(Charge Coupled Devices,简称CCD)成像检测的基本原理是,被测物通过光学系统以一定的比例成像于CCD光敏区上,CCD的视频输出经图像采集卡采样,量化形成具有一定灰度级分布的离散数字图像,优于图像上的每个像素点都与被测物表面的区域一一对应,反映了位置的光强信息,所以可以通过数字图像处理,将结果换算后得到被测的实际情况。
3.2、测头安装架
测头安装架采用全铸铁结构,能够有效的防止粉尘、水雾等进入测宽仪内部,损坏测宽仪。还具有固定作用,使得测宽仪良好运行。
3.3、控制柜及工控机
主控机柜内装控制和辅助电路以及终端机,主要完成整机供电控制、信号转接以及数据的处理、显示等。

3.4、显示器
可详细显示测量所得宽度值,数字显示。共有三种显示方式:1、测宽仪机体显示;2、外接显示屏显示;3、工控机显示。
3.5、声光报警器
超差报警系统是在测量输出值的基础上,对数据进行鉴别,分析出不合格的钢板宽度,从而输出一个报警信号。这样,生产线上不再需要人工机械去分析和判断产品的数据,只需对报警信号进行监测就可确定钢板是否合格。自动化程度提高,从而生产效率也大幅度提升。
超差报警系统主要特点是机械自动化。无需工作人员去计算判别,只需观察是否报警。高效率,节省人力物力,提高生产品质。
测宽仪出现超差报警后蜂鸣器将持续报警,红色灯亮,显示屏上显示数据变为红色,多方位提醒人员对轧线进行检查和处理;如偶尔超差后数据恢复正常不需检查轧线情况,可在软件界面将超差报警关闭后再重新打开。
4、工作方式
利用双镜筒光电测头测量钢板宽度时,2组光电测头分别安装在钢板的两侧,2组测头的中心距是校核后的固定尺寸。当钢板通过测头的测量区时,钢板边沿在2组测头的成像位置信号经过采集电路采集后上传到工控机进行计算,即可得出钢板的宽度尺寸。宽度尺寸将实时显示在于工控机连接的显示器上。
5、测宽仪维护
① 定期检查测宽仪内部压缩空气吹扫情况,避免无压缩空气造成。
② 冬季水汽凝结在测宽仪测头的镜片上,造成测量不准,擦拭镜头即可。
③ 检查辊道上钢板位置,避免由于测宽仪扫描不到钢板的边缘而报故障,不测量或者测量结果为直线。
④ 认真检查仪表柜上的按钮位置以及指示灯状态是否正常。
6、钢板测宽仪实现功能:
① 测量和显示功能
可测量、显示钢板宽度值、宽度波动曲线、历史数据等多种数据。
② 数据记录和历史查询功能
可将钢板的测量信息等进行记录,并且记录时间可长达1年,可随时查阅历史记录,历史记录还可以作为出厂依据使用。
③ 通讯功能
可与上位机进行通讯,多种通讯接口可选。
④ 修正功能
测量误差过大时可自动或手动校准。
⑤ 自我诊断功能
出现故障时,进行声光报警,根据不同的轧材可设置超差报警上下限。
⑥测量范围调节功能
根据轧材的不同大小进行测量范围调节,同时可采用校准量块进行精度校准。
结语
CCD光电测宽仪,可进行无损在线检测,应用于钢板、扁钢、带钢、钢带、金属板、铁板、合金板等的宽度测量中。
本文由保定市蓝鹏测控科技有限公司编写
小编公众号:gh_7003a9192a4d
公司主页:http://www.bdlanpeng.com
1688:https://shop1371696039214.1688.com

 微喷孔七轴电火花加工机床数控系统研发
微喷孔七轴电火花加工机床数控系统研发
 电火花加工的常用术语
电火花加工的常用术语